- 品牌
- 华维
- 型号
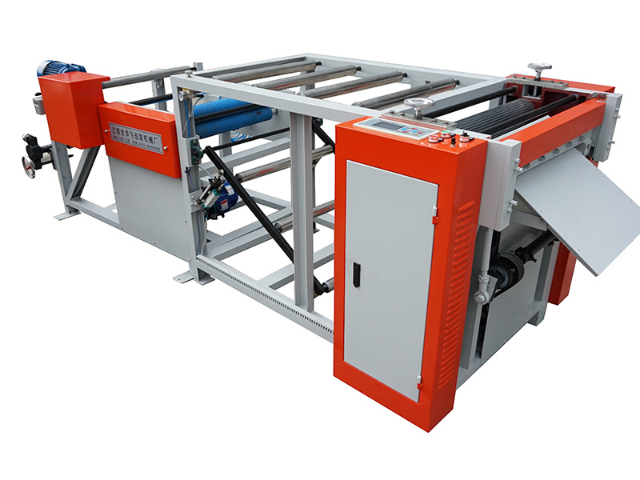
- 玻璃纤维瓦楞机
瓦楞辊的齿形设计、表面硬度与加工精度,是影响成型质量的关键因素,高精度的瓦楞辊能够保证瓦楞的尺寸一致性,避免出现齿形偏差、厚度不均等问题。同时,成型系统的压力与辊速可灵活调整,以适配不同规格、不同性能要求的瓦楞板材生产需求。粘合系统在部分复合型玻璃纤维瓦楞板材生产中扮演着重要角色。当需要在玻璃纤维瓦楞芯层两侧贴合平面玻璃纤维层或其他功能层时,粘合系统会通过涂胶装置,在指定位置均匀涂抹粘合剂,再通过压辊将各层材料紧密贴合,形成复合结构。数控张力调节装置自动适应不同克重玻璃纤维布,防止拉伸变形。江苏玻璃纤维瓦楞机生产工艺
玻璃纤维瓦楞机
生产效率的提升是企业降低成本、提升竞争力的关键。现代玻璃纤维瓦楞机通过工艺优化和设备集成,实现了生产效率的大幅提升。在成型工艺上,快速固化技术的应用使胶水固化时间从传统的数十秒缩短至3秒,明显提升了生产线速度。不同机型的生产速度差异较大,普通建筑用瓦楞板生产线速度可达10-15m/min,精密环保模块生产线为保证成型质量,速度通常控制在3-5m/min。在设备集成方面,全自动生产线实现了从原材料输送到成品收集的全流程连续作业,替代了传统的分段式生产,减少了中间环节的等待时间,生产效率提升50%以上。此外,模块化设计理念的应用使设备的维护和调试时间大幅缩短,进一步提升了设备的有效作业率。江阴脱硝催化玻璃纤维瓦楞机厂家高速运转下仍能保持±0.5%的厚度一致性,适用于精密包装领域。

玻璃纤维瓦楞机的工作流程可分为原材料准备、基材输送与浸胶、瓦楞成型、固化定型、精细切割、成品收集六个重心环节,各环节紧密衔接,实现连续化生产:1. 原材料准备:根据产品性能要求,选择合适规格的玻璃纤维基材(如玻璃纤维布、玻璃纤维纸)和粘结材料(树脂胶料),并对基材进行预处理(如切割、干燥),确保基材质量符合生产要求。2. 基材输送与浸胶:放卷机构将玻璃纤维基材匀速输送至浸胶系统,基材经过胶槽充分浸润树脂胶料后,通过涂胶辊和刮胶装置调节胶层厚度,确保胶料均匀覆盖基材表面。动态张力控制系统在此环节持续工作,保证基材输送过程中的张力稳定,避免出现拉伸或起皱现象。3. 瓦楞成型:浸胶后的基材进入成型装置,通过辊压、缠绕或模压等方式加工成预设的瓦楞波形。以辊压成型为例,基材在一对带有互补波形的辊筒之间通过,在压力作用下形成瓦楞结构;缠绕成型则通过中心轴旋转带动模具运动,配合扇形板的伸缩动作,实现双曲面瓦楞结构的连续缠绕。
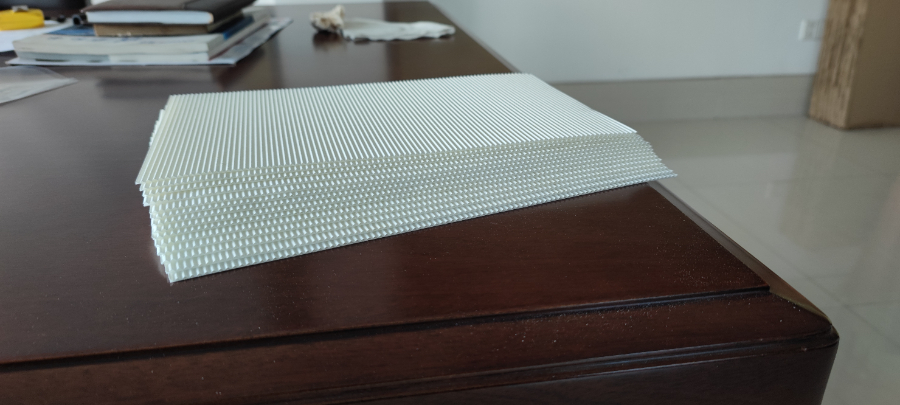
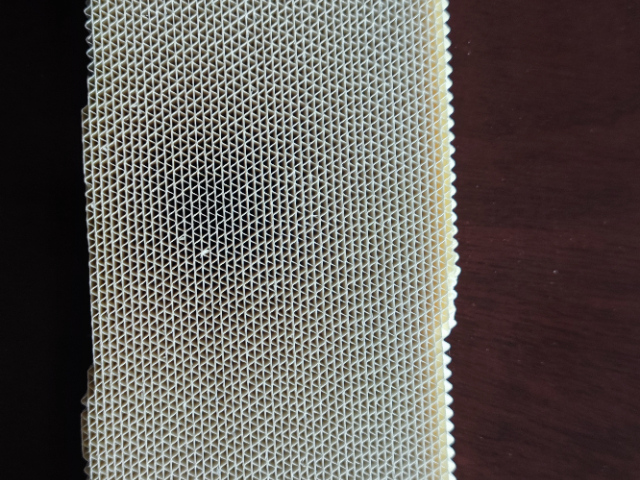
实验研究表明,在相对湿度13%的低湿环境下,基于单面瓦楞的13X分子筛转轮除湿效率可达90%以上,明显高于传统材料。提高吸附均匀性:单面瓦楞结构确保了吸湿剂在载体上的均匀分布,避免了局部过载或吸附不完全的现象。平面侧为支撑面,瓦楞侧为吸附面,这种不对称设计实现了结构稳定性和吸附效率的比较好平衡。在机械性能方面,玻璃纤维纸单面瓦楞表现出明显优势:抗振动与抗疲劳特性:瓦楞结构具有优异的抗振动和冲击能力,能够承受系统启停和风量波动带来的机械应力。这一特性减少了因振动导致的吸湿剂脱落现象,保证了转轮长期稳定运行。热稳定性与抗老化性能:玻璃纤维作为无机材料,不易老化降解,可保证转轮在恶劣工业环境下长期稳定运行。玻璃纤维瓦楞机的瓦楞辊表面经过特殊涂层处理,耐磨性与脱模性大幅提升。

在建筑领域,玻璃纤维瓦楞制品主要用于厂房采光顶、冷却塔、储水塔、浴盆、门窗等结构和装饰部件,以及桥梁、码头、栈桥等基础设施的加固。玻璃纤维瓦楞板作为一种绿色节能材料,具有重量轻、强度高、耐候性好、隔热性能优异等特点,替代传统的钢材和混凝土材料,可实现建筑减重40%以上,同时降低维护成本50%以上。在消防要求高的场所,阻燃型玻璃纤维瓦楞板的氧指数大于等于32%,燃烧时无熔滴,符合GB 8624 B1级标准,确保了建筑的消防安全。针对建筑领域的需求,玻璃纤维瓦楞机通常采用辊压成型工艺,生产速度快、成本低,可实现大批量标准化生产。设备采用高精度伺服控制系统,可精细调节瓦楞波高、波距及成型速度,满足不同规格产品需求。玻璃纤维瓦楞玻璃纤维瓦楞机设备
模块化设计支持快速换型,从3mm微瓦楞到15mm厚瓦楞的切换只需10分钟,适应多品种生产需求。江苏玻璃纤维瓦楞机生产工艺
玻璃纤维瓦楞板材凭借强高度重量比,成为飞机舱内隔板、卫星防护罩等部件的理想选择,而这一切高度依赖瓦楞机的精密制造能力,只有通过设备精细控制瓦楞的密度、高度与成型精度,才能让材料性能完全匹配航天场景的严苛标准。新能源汽车产业为追求续航里程,对车身轻量化的需求日益迫切,玻璃纤维瓦楞板材可应用于电池包防护壳、车身底板,既减轻整车重量,又保障结构强度,而瓦楞机的高效生产能力,则直接决定了这种轻量化材料能否实现规模化供应,支撑新能源汽车的降本增效。江苏玻璃纤维瓦楞机生产工艺
- 江阴全自动玻璃纤维瓦楞机 2026-04-24
- 江苏除湿转轮玻璃纤维瓦楞机生产工艺 2026-04-24
- 江阴SCR玻璃纤维瓦楞机图片 2026-04-24
- 江苏陶瓷纤维蜂窝模块玻璃纤维瓦楞机操作流程 2026-04-24
- 江阴沸石转轮玻璃纤维瓦楞机生产工艺 2026-04-24
- 无锡陶瓷纤维瓦楞玻璃纤维瓦楞机哪家好 2026-04-24
- 江苏脱硫脱硝玻璃纤维瓦楞机生产工艺 2026-04-24
- 江苏VOCs催化燃烧玻璃纤维瓦楞机生产工艺 2026-04-24
- 无锡玻璃纤维模块玻璃纤维瓦楞机哪家好 2026-04-24
- 江阴三元催化玻璃纤维瓦楞机设备 2026-04-24
- 沸石转轮玻璃纤维瓦楞机供应商 2026-04-24
- 江苏玻璃纤维模块玻璃纤维瓦楞机操作流程 2026-04-24