- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
绿色节能技术是设备可持续发展的重要方向。在双碳目标的背景下,玻璃纤维瓦楞机的节能降耗成为产业发展的必然要求。传统设备多采用高能耗的加热方式,能源利用率低,不符合绿色发展要求。如今,通过采用高效节能的加热元件,如红外加热管、电磁加热器等,大幅提升能源转化效率,同时优化加热系统的保温设计,减少热量散失。此外,设备还通过优化传动系统,采用高效伺服电机与减速器,降低传动能耗,同时引入能量回收系统,将生产过程中产生的余热回收利用,用于预热环节,进一步降低能源消耗,实现设备的绿色低碳运行。智能能耗管理系统根据生产负荷动态调节加热功率,综合能耗降低18%。江阴脱硫脱硝玻璃纤维瓦楞机图片
玻璃纤维瓦楞机
智能化生产集成技术是提升设备效率的重心引擎。随着工业4.0的推进,玻璃纤维瓦楞机正加速向智能化、集成化方向发展。通过集成PLC控制系统、人机交互界面、数据采集与分析系统,实现设备的全流程自动化控制与智能化管理。操作人员可通过人机交互界面设定生产参数,系统自动完成参数匹配与生产启动,生产过程中实时采集温度、压力、速度、张力等数据,通过数据分析系统监测生产状态,预判设备故障,实现故障预警与远程维护。同时,智能化系统还可实现生产配方的存储与调用,不同规格的产品生产时,只需调用对应配方,即可快速完成参数调整,大幅缩短生产准备时间,提升设备生产效率。江苏玻璃纤维玻璃纤维瓦楞机价格瓦楞机配备动态张力控制系统,确保玻璃纤维与纸基在复合过程中保持均匀拉伸,避免局部断裂或起皱。
放卷机构:作为原材料供应的起始环节,放卷机构的重心作用是将玻璃纤维布、玻璃纤维纸等基材平稳、匀速地输送至后续加工环节。为避免基材在输送过程中出现拉伸断裂、起皱或跑偏等问题,**机型通常配备动态张力控制系统,通过传感器实时监测基材张力,自动调节放卷速度,确保张力波动控制在5%以内。同时,部分设备还集成了纠偏装置,可实时监测基材位置,当出现横向偏移时自动调整,保证基材始终沿预设路径运行。浸胶系统:该系统是实现玻璃纤维与树脂复合的关键环节,其性能直接影响瓦楞制品的粘结强度和耐腐蚀性。浸胶系统通常由胶槽、涂胶辊、刮胶装置等组成,部分**设备配备智能胶量控制系统,可根据基材厚度和运行速度自动调节浸胶量,胶料回收率可达95%以上,既降低了生产成本,又减少了VOCs排放。在胶料选择上,可根据产品需求选用环氧树脂、聚酯树脂等不同类型的粘结材料,部分环保型设备还支持使用生物基树脂(如大豆油基树脂),实现碳排放减少30%以上,符合欧盟RoHS指令要求。
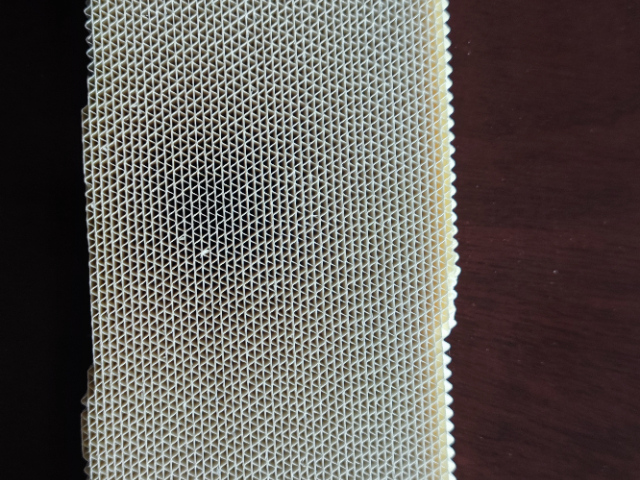
转轮除湿机通过连续循环的吸附-再生过程实现空气除湿。其重心部件——除湿转轮以缓慢速度旋转(通常为8-10转/小时),并被密封系统划分为处理区域和再生区域。当潮湿空气通过处理区域时,水蒸气被转轮中的吸湿剂吸附,干燥后的空气被输送至目标空间。与此同时,转轮饱和部分旋转至再生区域,经高温空气(通常为100-140℃)处理,吸附的水分被脱附,恢复转轮的除湿能力。这一过程的重心在于吸湿材料的选择与载体结构的设计。高效的除湿转轮需要在吸附容量、再生效率和使用寿命之间取得比较好平衡。与传统冷凝除湿相比,转轮除湿技术特别适用于低温环境、低**要求及无法排出冷凝水的场合,具有运行稳定、能耗较低且适应范围广等优势。在家电包装领域,玻璃纤维瓦楞板可替代EPE泡沫,提供防震保护的同时降低综合包装成本。

生产效率的提升是企业降低成本、提升竞争力的关键。现代玻璃纤维瓦楞机通过工艺优化和设备集成,实现了生产效率的大幅提升。在成型工艺上,快速固化技术的应用使胶水固化时间从传统的数十秒缩短至3秒,明显提升了生产线速度。不同机型的生产速度差异较大,普通建筑用瓦楞板生产线速度可达10-15m/min,精密环保模块生产线为保证成型质量,速度通常控制在3-5m/min。在设备集成方面,全自动生产线实现了从原材料输送到成品收集的全流程连续作业,替代了传统的分段式生产,减少了中间环节的等待时间,生产效率提升50%以上。此外,模块化设计理念的应用使设备的维护和调试时间大幅缩短,进一步提升了设备的有效作业率。模块化设计支持快速更换不同波型模具,满足3mm-15mm波高定制需求。VOCs催化燃烧玻璃纤维瓦楞机生产工艺
自动化料仓系统支持连续24小时生产,减少人工干预及停机换料时间。江阴脱硫脱硝玻璃纤维瓦楞机图片
固化单元:固化是确保瓦楞制品成型后性能稳定的关键工序,其重心任务是通过加热等方式使树脂胶料充分固化,形成牢固的复合结构。固化单元的加热方式主要包括蒸汽加热、电加热等,设备采用分区温度控制技术,可根据不同区域的工艺需求精细调节温度,确保固化温度稳定在设定值±3℃范围内。对于快速固化树脂体系,设备还可配备快速干燥通道,使胶水固化时间缩短至3秒,大幅提升生产效率。此外,固化单元的设计需充分考虑能耗优化,部分节能型设备通过余热回收技术,可降低能耗20-30%。江阴脱硫脱硝玻璃纤维瓦楞机图片
- 脱硫脱硝玻璃纤维瓦楞机生产工艺 2026-03-19
- 有机废气处理玻璃纤维瓦楞机图片 2026-03-18
- 江阴脱硫脱硝玻璃纤维瓦楞机图片 2026-03-18
- 江苏SCR玻璃纤维瓦楞机设备 2026-03-18
- 全自动玻璃纤维瓦楞机视频 2026-03-18
- 无锡脱硝催化玻璃纤维瓦楞机哪家好 2026-03-18
- 有机废气处理玻璃纤维瓦楞机 2026-03-18
- 催化燃烧玻璃纤维瓦楞机公司 2026-03-18
- 无锡有机废气处理玻璃纤维瓦楞机设备 2026-03-18
- 催化剂载体玻璃纤维瓦楞机公司 2026-03-18
- 江阴玻璃纤维瓦楞玻璃纤维瓦楞机图片 2026-03-18
- 江阴分子筛玻璃纤维瓦楞机公司 2026-03-18