- 品牌
- 赛霆
- 型号
- 齐全
日本东京大学利用一种 WFDG技术制作了微冲压加工的冲头与冲模, 利用该模具进行微细冲压, 可在 50μ m厚的聚酰胺塑料板上冲出宽为 40μ m的非圆截面微孔。在超薄壁金属筒形件拉深方面, 清华大学有了良好的开端。超薄壁拉深技术的关键是要有高精度的成形机。 他们在壁厚为 0.001mm~ 0.1mm的超薄壁金属圆筒成形中, 研制出一台有微机控制功能的精密成形试验机, 使冲头与凹模在加工过程中对中精度达到 1μ m, 有效地解决了超薄壁拉深中易出现起皱与断裂而不能正常操作的难题。利用该机对初始壁厚为 0.3mm 的黄铜和纯铝进行一系列变薄拉深加工, 加工出内径为 16mm, 壁厚为 0.015mm~0.08mm,长度为 30mm的一系列超薄壁金属圆筒。 经检测, 成形后的超薄壁筒壁厚差小于 2μ m, 表面粗糙度 Ra0.057μ m, 从而**地提升了应用该超薄壁圆筒仪器仪表的精度, 相应地也提升了安装该仪器仪表整机的性能。板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。宜兴定制冲压件销售电话
不但整个产业界都用到它,而且每个人都直接与冲压产品发生联系。像飞机,火车,汽车,拖拉机上就有许多大,中,小型冲压件。小轿车的车身,车架及车圈等零部件都是冲压加工出来的。据有关调查统计,自行车,缝纫机,手表里有80%是冲压件;电视机,收录机,摄像机里有90%是冲压件;还有食品金属罐壳,钢精锅炉,搪瓷盆碗及不锈钢餐具,全都是使用模具的冲压加工产品;就连电脑的硬件中也缺少不了冲压件。 [3]但是,冲压加工所使用的模具一般具有**性,有时一个复杂零件需要数套模具才能加工成形,且模具制造的精度高,技术要求高,是技术密集形产品。所以,只有在冲压件生产批量较大的情况下,冲压加工的优点才能充分体现,从而获得较好的经济效益的。徐州选择冲压件费用由于冲压件的生产效率高,且材料利用率高,因此整体生产成本相对较低。
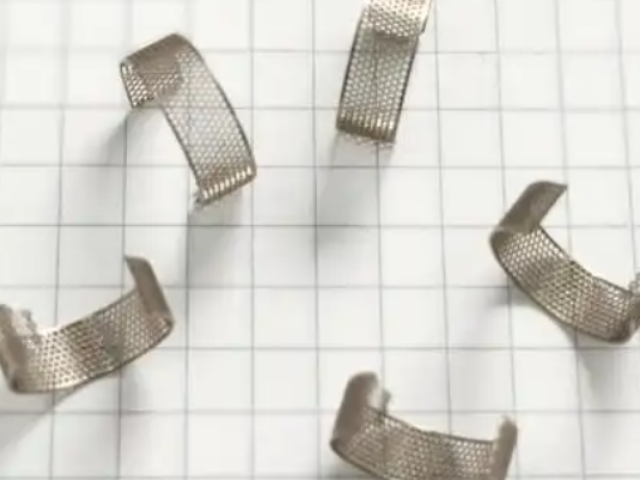
③晶粒尺度的影响***, 不再是各向同性的均匀连续体; ④工件表面存储润滑剂相对困难。 微细冲压的一个重要方面是冲小孔, 譬如微型机械、 微型仪器仪表中就有很多需要冲压的小孔。 故研究小孔冲压应是微细冲压的一个极其重要的问题。冲小孔的研究着重于: 一是如何减小冲床尺寸;二是如何增大微小凸模的强度和刚度 (这方面除了涉及到制作的材料及加工的技术外, **常用的便是增加微小凸模的导向及保护等)。 尽管在冲小孔上需要研究的问题还很多, 但也取得了不少可喜的成绩。有资料表明国外已经开发的微冲压机床长 111mm,宽 62mm, 高 170mm,装有一个交流伺服电机, 可产生 3kN的压力。该压力机床装有连续冲压模, 能实现冲裁和弯曲等
⑤冲裁件凸出悬臂和凹槽宽度b不宜过小(图3),一般硬钢为(1.5—2.0)t,黄铜、软钢为(1.0~10.2)t,纯铜、铝为(0.8~0.9)t。⑥在弯曲件或拉深件上冲孔时,孔边与制件直边之间的距离L不能小于制件圆角半径r与一半料厚t之和。即L≥r+0.5t。⑦用条料少废料冲裁两端带圆弧的制件时,其圆弧半径R应大于条料宽度B的一半,即R≥0.5B。⑧冲裁件的经济精度不高于IT11,一般要求落料件精度比较好低于ITl0,冲孔件精度比较好低于IT9。冲裁件的尺寸公差、孔中心距的公差见图5和图6。 [3]食品金属罐壳、钢精锅炉等日常生活用品也大量使用冲压工艺。

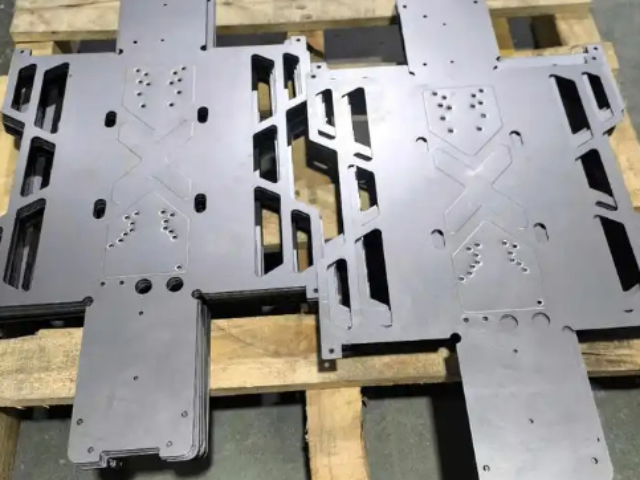
冲压件是指通过冲压工艺加工而成的金属零件。冲压是一种利用模具和冲压设备对金属材料施加压力,使其发生塑性变形或断裂,从而获得所需形状和尺寸的加工方法。冲压件广泛应用于汽车、家电、电子、机械等行业。冲压件的主要特点包括:高效率:冲压工艺适合大批量生产,生产效率高。精度高:通过精密模具加工,可以获得较高的尺寸精度和表面光洁度。材料利用率高:冲压过程中材料的利用率较高,废料相对较少。适应性强:可以加工各种形状和复杂结构的零件。常见的冲压件有金属外壳、支架、连接件、垫片等。冲压件还广泛应用于机械、农机、电子、信息、铁道、邮电、交通、化工、医疗器具等领域。徐州选择冲压件费用
包括铝及铝合金、铜及铜合金等。铝及铝合金密度小、导电性好、耐腐蚀性强;宜兴定制冲压件销售电话
孔边距孔边距冲孔后弯曲,孔的位置应处于弯曲变形区外,否则弯曲时孔会产生变形。孔壁至弯边的**小距离见图14。工艺切口(槽)工艺切口(槽)可防止弯件成形时发生局部畸变。 [2]形状弯曲件的形状比较对称时,左右弯曲半径应一致,可减小弯曲成形时坯料在模具内的错移。为使坯料在模具内定位准确,可增设工艺定位孔。切口带弯曲的工件,弯曲部分一般应做成梯形,弯曲线两端应预先冲孔(槽),便于弯曲成形。弯曲件精度弯曲件的精度与弯曲件的工序安排、模具的结构和精度、材料的状态和力学性能以及模具的安装和调整有关。精度要求高的弯曲件必须严格控制材料厚度偏差与模具的实际间隙,并增加整形工序。经弯曲及其他成形方法获得的冲压件称为成形冲压件,其尺寸公差等级从FT1至FT10依次降低。弯曲件长度尺寸公差等级为FT5~FT10。 [2宜兴定制冲压件销售电话
江苏赛霆金属有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的冶金矿产中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来赛霆供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
通过观察位移后工件变形形状能预测可能发生的起皱; 根椐离散点上的主应变值在板料成形极限曲线上的位置或利用损伤力学模型进行分析, 可以预测成形过程中可能发生的破裂; 将工件所受外力或被切除部分的约束力解除, 可对回弹过程进行仿真, 得到工件回弹后的形状和残余应力的分布。 这一切, 就为优化冲压工艺和模具设计提供了科学依据, 是真正意义上的绿色模具设计。2 绿色制造 在模具制造中, 应采用绿色制造。 现在有一种激光再制造技术, 它是以适当的合金粉末为材料, 在具有零件原形 CAD/CAM软件支持下, 采用计算机控制激光头修复模具。将准备好的材料放置在冲压机上,通过模具施加压力,完成冲压成型。江苏定...
- 无锡基础冲压件生产厂家 2026-05-19
- 南京制造冲压件销售电话 2026-05-19
- 宜兴好用冲压件货源充足 2026-05-19
- 惠山区制造冲压件咨询报价 2026-05-19
- 新吴区定制冲压件厂家报价 2026-05-19
- 锡山区基础冲压件厂家报价 2026-05-19
- 滨湖区基础冲压件销售电话 2026-05-19
- 苏州基础冲压件供应商家 2026-05-19
- 徐州选择冲压件销售电话 2026-05-18
- 梁溪区定制冲压件厂家报价 2026-05-18

- 江苏质量冲压件销售方法 2026-05-18
- 常州制造冲压件生产厂家 2026-05-17
- 惠山区定制冲压件厂家报价 2026-05-17
- 南京基础冲压件货源充足 2026-05-17
- 新吴区好用冲压件供应商家 2026-05-17
- 苏州基础冲压件销售电话 2026-05-17


- 江阴好用不锈钢销售电话 05-19
- 惠山区定制不锈钢厂家直销 05-19
- 宜兴好用冲压件货源充足 05-19
- 惠山区制造冲压件咨询报价 05-19
- 江苏制造不锈钢按需定制 05-19
- 新吴区定制冲压件厂家报价 05-19
- 锡山区基础冲压件厂家报价 05-19
- 滨湖区基础冲压件销售电话 05-19
- 宜兴质量不锈钢厂家直销 05-19
- 苏州基础冲压件供应商家 05-19