- 品牌
- 合家安
- 型号
- DN325—DN820
- 尺寸
- DN325—DN820
- 产地
- 贵州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 镀锌板
- 配送方式
- 汽运
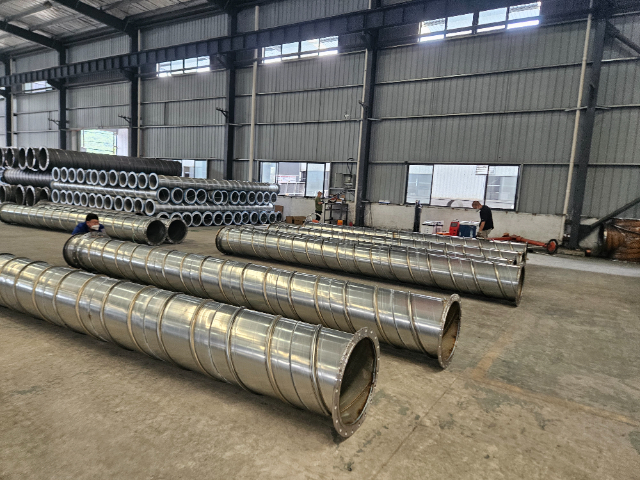
镀锌螺旋焊接复合钢管的基材通常采用品质的低碳钢或低合金钢,这些钢材具有良好的可焊性和机械性能。具体化学成分需符合相关国家或行业标准,如碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)等元素的含量均有严格规定,以保证钢材的基本性能。二、尺寸与规格外径与壁厚:镀锌螺旋焊接复合钢管的外径范围广,一般从几十毫米到数米不等,具体尺寸根据客户需求定制。壁厚也是重要的技术指标之一,它直接影响到管道的承压能力和使用寿命。通常,根据管道的使用环境和介质压力,壁厚会有不同的要求。例如,对于直径小于630mm的钢管,壁厚应不小于5mm;而直径大于或等于630mm的钢管,壁厚应不小于6mm。长度:钢管的长度可根据客户需求进行定制,常见的有定尺长度和不定尺长度两种。定尺长度是标准长度,如6米、9米、12米等;不定尺长度则根据生产实际情况确定。该钢管在地下水道工程中,展现了优异的抗渗性能。六盘水工程镀锌螺旋焊接复合钢管多少钱一米

合家安管业未来发展趋势与展望:随着科技的不断进步和环保意识的提高,镀锌螺旋焊接复合钢管行业将迎来更加广阔的发展前景。一方面,合家安生产厂家将继续加大技术创新力度,研发出性能更优、成本更低的新产品;另一方面,将积极推广绿色生产理念和技术手段,降低生产过程中的能耗和排放。同时,随着物联网、大数据等技术的普及和应用,镀锌螺旋焊接复合钢管的智能化管理将成为可能。通过实时监测和数据分析等手段,可以更加准确地掌握管道的运行状态和维护需求,提高管道的安全性和可靠性赤峰工程镀锌螺旋焊接复合钢管钢管的制造工艺先进,确保了产品的精确度和一致性。

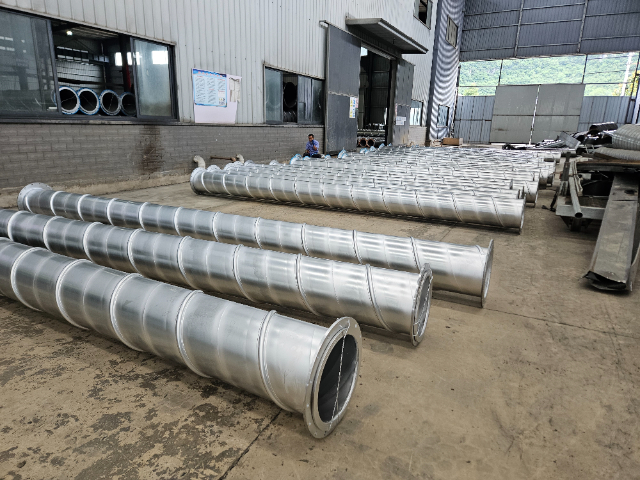
在矿场环境下,镀锌螺旋焊接复合钢管的性能和应用有着诸多技术细节。就钢管的材质而言,需要选用强度、韧性好的钢材,以适应矿山复杂的地质条件和机械冲击。例如,常用的 Q345 钢材具有良好的综合性能,但在一些特殊工况下,可能需要更较大强度的 Q420 或 Q460 钢材。在螺旋焊接过程中,焊接接头的形状和尺寸对钢管的承载能力有重要影响。合理的接头设计可以减少应力集中,提高钢管的疲劳寿命。此外,焊接后的热处理工艺也不容忽视,通过适当的退火或正火处理,可以消除焊接残余应力,改善钢管的力学性能。在某煤矿的综采工作面,用于液压支架的镀锌螺旋焊接复合钢管选用了 Q420 钢材,并对焊接接头进行了优化设计。焊接后进行了整体退火处理,有效地提高了钢管的强度和韧性。在长期的采煤作业中,这些钢管经受住了频繁的机械振动和高压液体的冲击,表现出了可靠的性能。
在矿场环境中,镀锌螺旋焊接复合钢管的使用需要深入的技术分析和操作规范。对于钢管的螺旋焊接工艺,焊接材料的选择要与钢管的材质相匹配,以保证焊缝的强度和韧性。此外,焊接过程中的保护气体也会影响焊缝的质量。例如,使用氩气和二氧化碳的混合气体作为保护气体,可以有效地防止焊缝氧化,提高焊缝的外观质量和内在性能。在矿山的瓦斯抽放系统中,钢管不仅要承受瓦斯气体的压力,还要防止瓦斯泄漏。这就要求钢管的焊缝进行 100%的无损检测,如 X 射线探伤、超声波探伤等。同时,钢管的密封性能也需要通过严格的气密试验来验证。以某瓦斯突出矿井为例,其瓦斯抽放系统采用了镀锌螺旋焊接复合钢管。焊接时选用了与钢管材质匹配的焊丝,并采用 80%氩气和 20%二氧化碳的混合保护气体。焊缝完成后,进行了 X 射线探伤和超声波探伤,确保焊缝无缺陷。在安装前,对每根钢管都进行了气密试验,试验压力为设计压力的 1.2 倍,保压 30 分钟,无泄漏现象方为合格。每一道螺旋焊缝都经过精心处理,确保钢管的密封性和安全性。

镀锌螺旋焊接复合钢管是一种性能不错的管材产品。它的制作工艺精湛,首先将钢带通过螺旋成型的方式焊接成管状,然后进行镀锌处理。这一过程不仅保证了钢管的结构强度,还赋予了其出色的防腐能力。在实际应用中,这种钢管能够有效地抵御外界因素的侵蚀,延长使用寿命。在农业灌溉领域,镀锌螺旋焊接复合钢管得到了广泛的应用。它可以用于铺设灌溉管道,将水源准确、高效地输送到农田的各个角落。由于其良好的耐磨损性能,即使在长期的水流冲击下,也不易出现损坏。在某大型农业园区的灌溉系统改造中,采用了镀锌螺旋焊接复合钢管。新的灌溉管道系统运行稳定,提高了灌溉效率,降低了水资源的浪费,为农作物的生长创造了良好的条件。镀锌螺旋焊接复合钢管的耐腐蚀性是如何通过测试验证的?鄂尔多斯镀锌螺旋焊接复合钢管生产厂家
钢管的规格齐全,满足不同工程项目的需求。六盘水工程镀锌螺旋焊接复合钢管多少钱一米
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。埋弧自动焊是在1940年发明的一种新的焊接方法,它和前面的手工焊相同的地方是它还是采用渣保护,但是这个渣不是焊条的药皮,是专门熔炼出来的焊药。螺旋钢管的焊接方法尤其独特的特点,特点就是:采用一个挤压装置先对未焊接的焊缝两侧钢板的内侧表面进行挤压,消除不平的突出点,保证未焊接的焊缝两侧的钢板内侧光洁平滑,然后焊接。同时,该挤压装置又作为焊头的定位装置,即将焊头与挤压装置紧紧的固定在一起,当挤压装置沿着未焊接的焊缝移动时,保证焊头也很准确地沿着未焊接的焊缝移动,从而保证了焊头始终处在焊缝的中间位置。这样就能保证生产线自动焊接出焊缝的质量稳定优良,基本不需要人工返修。螺旋钢管的这种焊接这种方法,其中的优点是完全实现了自动化;第二个优点,它是在埋弧底下进行焊接,所以它的热交换和保护性能比较强,焊接出来的质量比较高;第三个优点,由于埋弧自动焊中电弧埋在焊药底下。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。六盘水工程镀锌螺旋焊接复合钢管多少钱一米
- 昆明煤矿镀锌螺旋焊接复合钢管生产厂家 2024-11-15
- 黔西南煤矿镀锌螺旋焊接复合钢管商家 2024-11-15
- 黔南州煤矿镀锌螺旋焊接复合钢管推荐厂家 2024-11-15
- 重庆煤矿镀锌螺旋焊接复合钢管出厂价 2024-10-28
- 云南镀锌螺旋焊接复合钢管价格表格 2024-10-28
- 呼伦贝尔矿用镀锌螺旋焊接复合钢管行业报价 2024-10-28
- 工程镀锌螺旋焊接复合钢管共同合作 2024-10-24
- 乌海煤矿镀锌螺旋焊接复合钢管量大从优 2024-10-24
- 鄂尔多斯工程镀锌螺旋焊接复合钢管咨询报价 2024-10-24
- 巴彦淖尔矿用镀锌螺旋焊接复合钢管用途 2024-10-23
- 六盘水新型镀锌螺旋焊接复合钢管批发价格 2024-10-23
- 曲靖优势镀锌螺旋焊接复合钢管批量定制 2024-10-23