- 品牌
- 合家安
- 型号
- DN325—DN820
- 尺寸
- DN325—DN820
- 产地
- 贵州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 镀锌板
- 配送方式
- 汽运
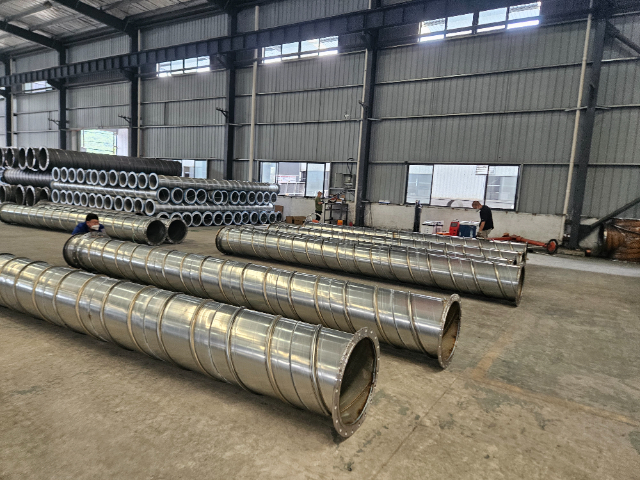
螺旋焊接工艺的优势:相较于传统的直缝焊接,镀锌螺旋焊接复合钢管采用的螺旋焊接工艺具有明显优势。该工艺通过连续的螺旋卷曲和焊接,不仅提高了生产效率,还使得焊缝分布更为均匀,减少了应力集中点,增强了管道的承压能力和抗变形能力。此外,螺旋焊接还允许使用更宽的钢板进行生产,从而在不增加壁厚的情况下增大管道直径,降低了材料成本,同时满足了大口径管道的需求。镀锌螺旋焊接复合钢管定制化生产与灵活性:镀锌螺旋焊接复合钢管的生产过程高度灵活,能够满足不同客户的定制化需求。从管道的外径、壁厚、长度到锌层厚度,甚至是特殊的防腐涂层处理,都可以根据客户的具体要求进行调整。这种高度的定制化生产,不仅提高了产品的适用性,还为客户提供了更加便捷、高效的服务体验。同时,生产厂家还能根据市场趋势和客户需求变化,及时调整生产计划和产品结构,保持市场竞争力。钢管的复合结构对其抗变形能力有何正面影响?巴彦淖尔镀锌螺旋焊接复合钢管共同合作
合家安管业未来发展趋势与展望:随着科技的不断进步和环保意识的提高,镀锌螺旋焊接复合钢管行业将迎来更加广阔的发展前景。一方面,合家安生产厂家将继续加大技术创新力度,研发出性能更优、成本更低的新产品;另一方面,将积极推广绿色生产理念和技术手段,降低生产过程中的能耗和排放。同时,随着物联网、大数据等技术的普及和应用,镀锌螺旋焊接复合钢管的智能化管理将成为可能。通过实时监测和数据分析等手段,可以更加准确地掌握管道的运行状态和维护需求,提高管道的安全性和可靠性重庆新型镀锌螺旋焊接复合钢管材料镀锌螺旋焊接复合钢管的耐腐蚀性是如何通过测试验证的?

维护与保养建议:为了确保镀锌螺旋焊接复合钢管的长期稳定运行,合理的维护与保养至关重要。首先,应定期检查管道表面镀锌层的完整性,如有发现破损或脱落现象,应及时进行修复处理,以防腐蚀加剧。其次,注意保持管道周围的清洁与干燥,避免长期积水或潮湿环境对管道造成损害。此外,在管道使用过程中,应避免过度弯曲或撞击,以免损坏管道结构。对于长期未使用的管道,建议进行定期排污与冲洗,以防杂质沉积影响水质。通过科学的维护与保养措施,可以有效延长镀锌螺旋焊接复合钢管的使用寿命,降低维护成本。
镀锌螺旋焊接复合钢管以其独特的性能在众多管材中脱颖而出。其螺旋焊接的结构特点使得钢管在承受压力时具有更好的稳定性和可靠性。同时,镀锌层的存在有效地阻止了钢管表面与空气、水分等的接触,降低了氧化和腐蚀的速度。在矿山开采中,这种钢管常用于通风系统和排水系统。通风管道需要承受较大的风压,镀锌螺旋焊接复合钢管能够确保通风系统的正常运行,为矿工提供良好的工作环境。在排水方面,它能够快速、有效地排除矿井中的积水,保障生产安全。比如,在某金属矿山的开采过程中,由于地质条件复杂,井下积水严重。通过安装镀锌螺旋焊接复合钢管排水管道,成功解决了积水问题,提高了开采效率。钢管的规格齐全,满足不同工程项目的需求。

镀锌螺旋焊接复合钢管在矿用领域的应用有着严格的技术要求和实际操作要点。在矿井排水系统中,钢管所承受的水压是一个关键因素。这就要求钢管不仅要有足够的壁厚,还需要良好的焊接质量。焊接时,要注意消除焊缝中的气孔、夹渣等缺陷,这些缺陷会削弱钢管的强度,增加漏水的风险。对于钢管的镀锌处理,要考虑矿井水中可能含有的化学物质对锌层的腐蚀作用。因此,在镀锌前,需要对钢管表面进行彻底的清洁和预处理,去除油污、锈迹等。同时,根据矿井水的成分,选择合适的镀锌工艺和镀锌层厚度。以某金属矿山为例,其深部开采区域的排水系统采用了镀锌螺旋焊接复合钢管。为了应对高达 5MPa 的水压,钢管的壁厚选择为 10 毫米,焊接采用多层多道焊,每道焊缝都进行了严格的无损检测。在镀锌方面,鉴于矿井水中含有较高浓度的硫酸盐,采用了耐腐蚀性更强的锌镍合金镀层,镀层厚度为 100 微米,确保了钢管在恶劣的排水环境中能够长期稳定运行。镀锌螺旋焊接复合钢管是否适用于旧管道的更新改造?工程镀锌螺旋焊接复合钢管技术指导
螺旋焊接的钢管在弯曲时,其结构稳定性如何?巴彦淖尔镀锌螺旋焊接复合钢管共同合作
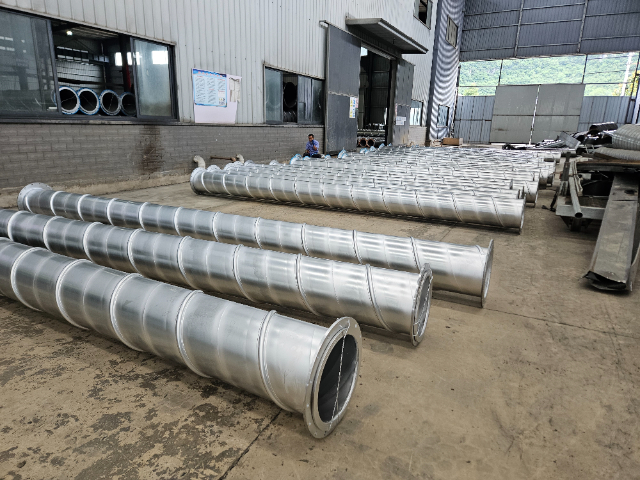
在矿用环境中,镀锌螺旋焊接复合钢管是保障生产顺利进行的重要管材。从制造工艺来看,镀锌螺旋焊接复合钢管首先通过将钢带螺旋成型,然后进行焊接。焊接过程中,高温会使钢材局部融化,形成牢固的焊缝。但这个过程需要精确控制焊接温度、速度和电流等参数,以确保焊缝的质量。温度过高可能导致焊缝过烧,降低强度;速度过快则可能造成焊缝未完全融合,出现缺陷。在镀锌环节,通常采用热镀锌或电镀锌的方法。热镀锌时,钢管需要经过酸洗、助镀等预处理步骤,然后浸入高温锌液中,使锌层均匀附着。电镀锌则是通过电解作用将锌离子沉积在钢管表面。例如,在某煤矿的井下通风系统中,选用了直径为 600 毫米的镀锌螺旋焊接复合钢管。在安装过程中,由于井下空间有限,需要对钢管进行分段焊接。焊接工人严格按照工艺要求,控制焊接电流为 250 安培,焊接速度为 35 厘米/分钟,确保了焊缝的强度和密封性。同时,为了增强钢管的抗腐蚀能力,采用了热镀锌工艺,锌层厚度达到 80 微米,有效地延长了钢管的使用寿命。巴彦淖尔镀锌螺旋焊接复合钢管共同合作
- 昆明煤矿镀锌螺旋焊接复合钢管生产厂家 2024-11-15
- 黔西南煤矿镀锌螺旋焊接复合钢管商家 2024-11-15
- 黔南州煤矿镀锌螺旋焊接复合钢管推荐厂家 2024-11-15
- 重庆煤矿镀锌螺旋焊接复合钢管出厂价 2024-10-28
- 云南镀锌螺旋焊接复合钢管价格表格 2024-10-28
- 呼伦贝尔矿用镀锌螺旋焊接复合钢管行业报价 2024-10-28
- 工程镀锌螺旋焊接复合钢管共同合作 2024-10-24
- 乌海煤矿镀锌螺旋焊接复合钢管量大从优 2024-10-24
- 鄂尔多斯工程镀锌螺旋焊接复合钢管咨询报价 2024-10-24
- 巴彦淖尔矿用镀锌螺旋焊接复合钢管用途 2024-10-23
- 六盘水新型镀锌螺旋焊接复合钢管批发价格 2024-10-23
- 曲靖优势镀锌螺旋焊接复合钢管批量定制 2024-10-23