- 品牌
- NINEBOT
- 型号
- 齐全
- 类型
- 铝板材,铝带材,铝排材,铝箔材,铝管材,铝线材,铝粒
- 加工工艺
- 挤压锭
工业材铝电机壳常用表面处理工艺:进行了碱性抛光溶液体系的研究,比较了缓蚀剂、粘度剂等对抛光效果的影响,成功获得了抛光效果很好的碱性溶液体系,并初次得到了能降低操作温度、延长溶液使用寿命、同时还能改善抛光效果的添加剂。实验结果表明:在NaOH溶液中加入适当添加剂能产生好的抛光效果。探索性实验还发现:用葡萄糖的NaOH溶液在某些条件下进行直流恒压电解抛光后,铝材表面反射率可以达到90%,但由于实验还存在不稳定因素,有待进一步研究。探索了采用直流脉冲电解抛光法在碱性条件下抛光铝材的可行性,结果表明:采用脉冲电解抛光法可以达到直流恒压电解抛光的整平效果,但其整平速度较慢。工业材铝电机壳结构复杂,铸造难度大。压铸大功率工业材铝电机壳加工
工业材铝电机壳主要是用来保护电机,所以电机壳的好坏很重要,在平时使用时我们一定要好好保养。首先使用环境应经常保持干燥,电动机表面应保持清洁,不应受尘土,纤维和其他障碍。应确保在操作过程中的良好润滑电动机。一般的电动机运行5000小时左右,即应补充或更换润滑脂,轴承过热或在操作过程中,发现润滑改造,液压及时润滑脂。更换润滑脂时,应清理旧的润滑油,和油箱的汽油洗净轴承及轴承盖,然后填充轴承内外圈腔。更换绕组有把初级绕组的形式,尺寸和匝数,线,当数据的丢失,应要求工厂,任意改变电机绕组的原始设计,通常是一个或几个性能恶化,甚至无法使用。中国香港耐腐蚀工业材铝电机壳工业材铝电机壳拆卸和安装转子时,应注意不要碰坏铁芯与定子绕组。
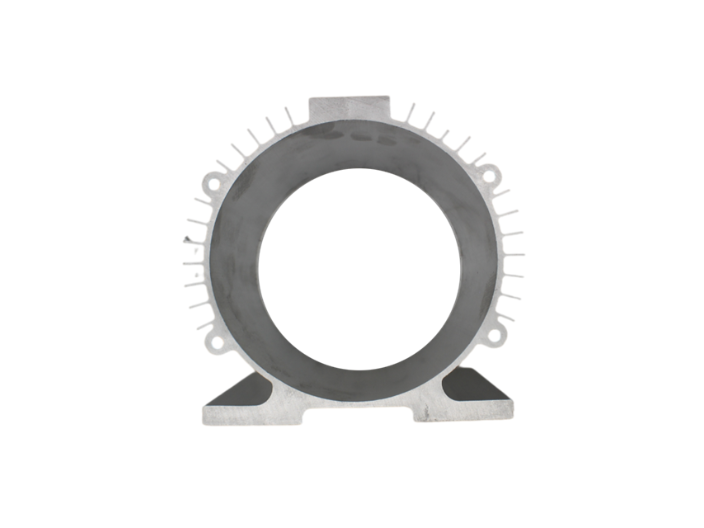
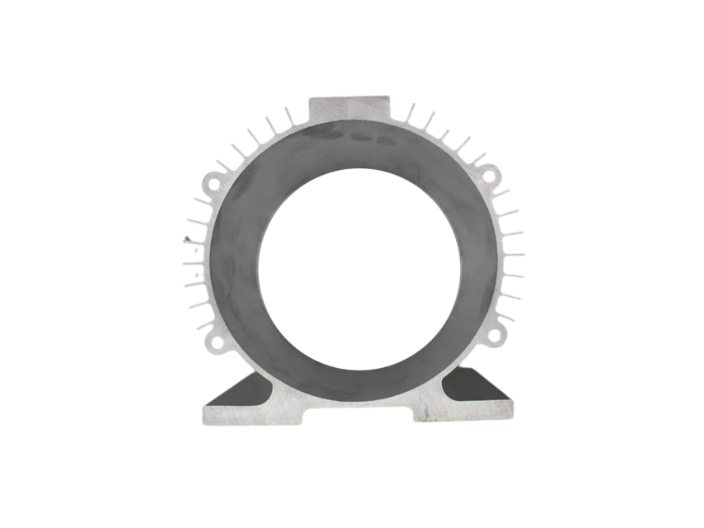
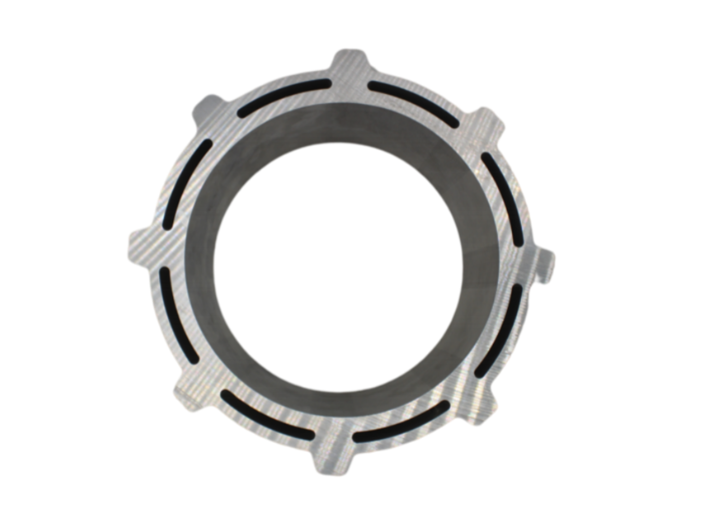
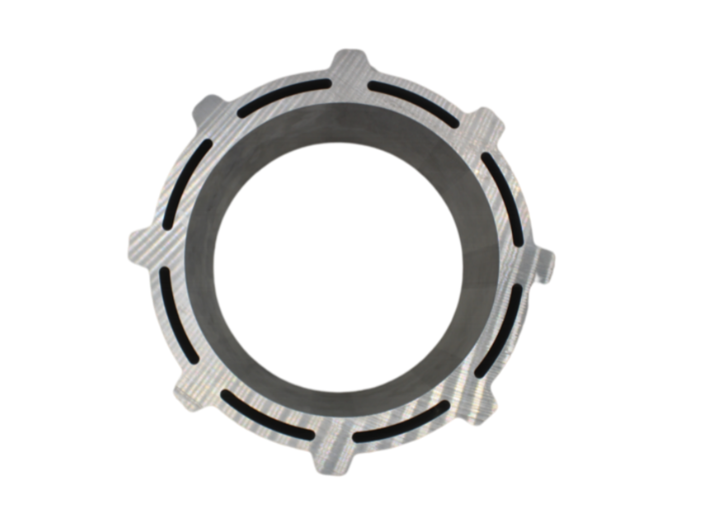
工业材铝电机壳优势:防水、防尘、体积小、重量轻低噪音防腐振动小、运行平稳节能、率使用寿命长。材质:挤压铝型材6000系列,牌号6061、6063。表面处理:阳极氧化或根据要求拉丝,抛光,喷涂,喷砂等。铝制电机壳,挤压工业材铝电机壳有以下几方面的考量:1.铝的密度比较小,可以减少整机的重量。2.铝的导热性能比铁好,利于电机散热。3.铝的强度低,便于加工制造,节约加工成本。 我们知道,交流电机中,机壳是不参与电机中电路与磁路的传导的,所以不会对电机的电气性能造成影响,只会在机械性能方面有影响。
工业材铝电机壳上色的主要过程有哪些(1)表面预处理:用化学或物理的方法对型材表面进行清洗,裸露出纯净的基体,以利于获得完整、致密的人工氧化膜。还可以通过机械手段获得镜面或无光(亚光)表面。(2)阳极氧化:经表面预处理的型材,在一定的工艺条件下,基体表面发生阳极氧化,生成一层致密、多孔、强吸附力的AL203膜层。(3)封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭,使氧化膜防污染、抗蚀和耐磨性能增强。氧化膜是无色透明的,利用封孔前氧化膜的强吸附性,在膜孔内吸附沉积一些金属盐,可使型材外表显现本色(银白色)以外的许多颜色,如:黑色、古铜色、金黄色及不锈钢色等。工业材铝电机壳在购买时要如何选择?开展货品查验。
工业材铝电机壳外壳加工的夹持工装,包括工装台,工装台的底部四角固定连接有支撑腿,工装台的顶部两端相对开凿设有通孔,通孔的两侧固定连接有支撑板,相邻的两个支撑板之间转动连接有夹持板,两个夹持板相互靠近的一端均滑动连接有伸缩板,工装台的中部两侧开凿设有滑槽,两个滑槽均滑动连接有滑块,通过在工装台的顶端中部两侧设置相对的两个滑块,两个滑块在螺纹杆的带动下相互靠近,对电机外壳的两侧相互挤压固定,滑块内部的多组伸缩杆能够相互异位,挤压在异形的电机外壳上时能够不同程度的与电机外壳接触,工装台的两端设置的夹持板通过转动向下将电机外壳挤压在工装台上,实现多角度固定,防止电机外壳移位。工业材铝电机壳上色的主要过程,阳极氧化:经表面预处理的型材。压铸大功率工业材铝电机壳加工
工业材铝电机壳加工之后要定期用净布和中性清洁剂清洁铝材表面。压铸大功率工业材铝电机壳加工
铝合金工业材铝电机壳具有重量轻、强度高、散热性能好、表面美观大方、耐腐蚀、内膛免切削等优点。铝合金电机壳由于传统的铝合金电机壳加工过程中,机壳与端盖的同心度较差,造成铝合金机壳电机运行噪声较大。根据铝合金电机壳的加工方式,设计了一种铝合金电机壳的加工工装。铝合金电机壳采用该工装能够实现一次卡装后可同时进行铝合金电机壳两个端面止口的加工,铝合金电机壳内孔同心度达到≤0.02mm,提高生产效率一倍以上,解决了铝合金电机壳电机的噪声大的问题。压铸大功率工业材铝电机壳加工
江苏苏铝新材料科技有限公司致力于冶金矿产,是一家生产型的公司。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下铝型材,电池托盘,铝边框,可定制铝加工件深受客户的喜爱。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造冶金矿产良好品牌。苏铝立足于全国市场,依托强大的研发实力,融合前沿的技术理念,及时响应客户的需求。
- 高性能自动化工业材铝电机壳销售 2024-05-15
- 耐腐蚀铝合金工业材铝电机壳现货 2024-05-15
- 高精度高压工业材铝电机壳销售 2024-05-15
- 热挤压铝合金工业材铝电机壳直销 2024-05-15
- 热挤压热挤压工业材铝电机壳销售 2024-05-15
- 大功率低振动工业材铝电机壳批发 2024-05-15
- 陕西工业材铝电机壳 2024-05-15
- 高压抗氧化工业材铝电机壳订做 2024-05-15
- 自动化工业材铝电机壳配单供应商 2024-05-15
- 铝合金抗氧化工业材铝电机壳厂家 2024-04-18
- 国产精密工业材铝电机壳批发 2024-04-18
- 大功率工业材铝电机壳联系方式 2024-04-18