- 品牌
- NINEBOT
- 型号
- 齐全
- 类型
- 铝板材,铝带材,铝排材,铝箔材,铝管材,铝线材,铝粒
- 加工工艺
- 挤压锭
工业材铝电机壳铸造的模具,包括上模和与下模,上模包括外模和内模,外模与内模之间形成容置腔室,下模上开设有与容置腔室组合形成型腔的容置槽,型腔的拔模角度范围为0.5°1.5°;还包括用于向型腔内注入浇注液的浇道,浇道开设于内模上,浇道与型腔连通.本实用新型通过将型腔的拔模角度设置为0.5°1.5°范围之间,相较于传统低压铸造的拔模角度范围2.5°4°,拔模角度更小,从而降低机加工余量,减少浇注液使用量,降低成本,铸件的质量高;通过在内模上直接设置浇道,相较于将浇道设置于外部的传统方式,可减小浇注液的行程,浇注液温度损失小,进一步提高铸件质量。工业铝型材日常如何维护和保养呢?铝型材在贮存时,其底部必须用垫木与地面隔开。防泄漏抗氧化工业材铝电机壳批发
工业材铝电机壳的常见类型:1.开放防滴型:电机配有开放外壳。这些电机适合室内和清洁环境。通风孔的设计是为了防止液体和固体进入机器。2.全封闭风扇冷却型:电机有外部风扇,可以将外部空气循环到电机。3.全封闭不通风型:电机没有空气开口。空气不能在内外自由移动,但电机的结构不是气密或液密。4.冲洗:外壳适用于需要定期清洗或消毒的环境。5.防爆型:电机全部关闭,能承受内部气体和蒸汽炸裂,电机框架不破裂或破裂。使用这些电机可以在危险环境中稳定操作。高精度散热器工业材铝电机壳加工工业材铝电机壳严禁与化学材料和潮湿性材料一同存放。
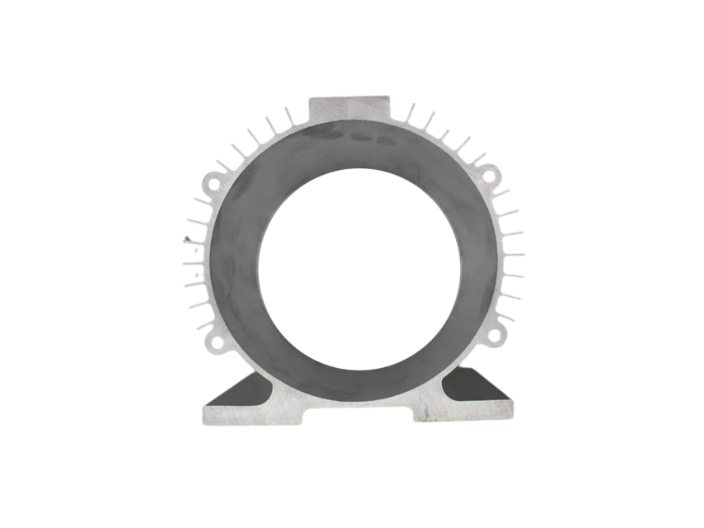
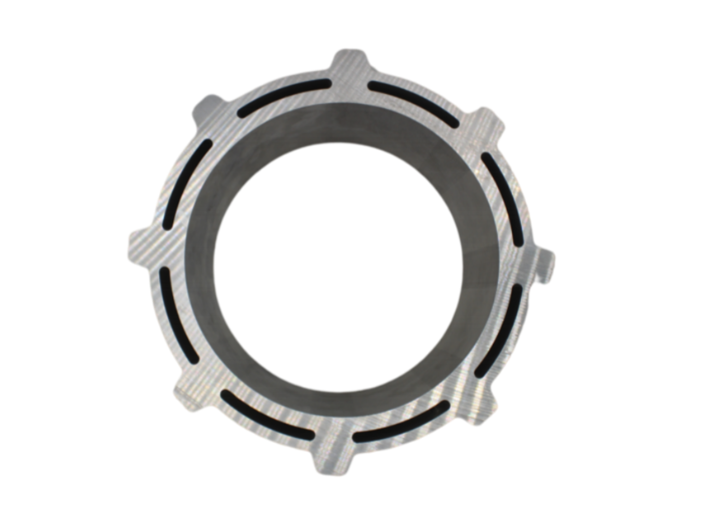
铝合金工业材铝电机壳具有重量轻、强度高、散热性能好、表面美观大方、耐腐蚀、内膛免切削等优点。铝合金电机壳由于传统的铝合金电机壳加工过程中,机壳与端盖的同心度较差,造成铝合金机壳电机运行噪声较大。根据铝合金电机壳的加工方式,设计了一种铝合金电机壳的加工工装。铝合金电机壳采用该工装能够实现一次卡装后可同时进行铝合金电机壳两个端面止口的加工,铝合金电机壳内孔同心度达到≤0.02mm,提高生产效率一倍以上,解决了铝合金电机壳电机的噪声大的问题。
工业材铝电机壳要如何进行保养:先使用环境应经常保持干燥,电机外壳表面应保持清洁,不应受尘土,纤维和其他障碍。应保障在操作过程中的良好润滑电动机。一般的电动机运行5000小时左右,即应补充或更换润滑脂,轴承过热或在操作过程中,发现润滑改造,液压及时润滑脂。更换润滑脂时,应清理旧的润滑油,和油箱的汽油洗净轴承及轴承盖,然后填充轴承内外圈腔。更换绕组有把初级绕组的形式,尺寸和匝数,线,当数据的丢失,应要求电机壳厂家,任意改变电机绕组的原始设计,通常是一个或几个性能恶化,甚至无法使用。两工位数控用电机壳铣钻床用于电机壳底面和螺钉过孔的加工。该机床要满足中小型电机系列批量生产要求,即中心高范围为80-180mm,孔径范围为币123协297mm。工业材铝电机壳表面质量:表面除了应清洁,不允许有裂纹、起皮、腐蚀和气泡等缺陷存在外。
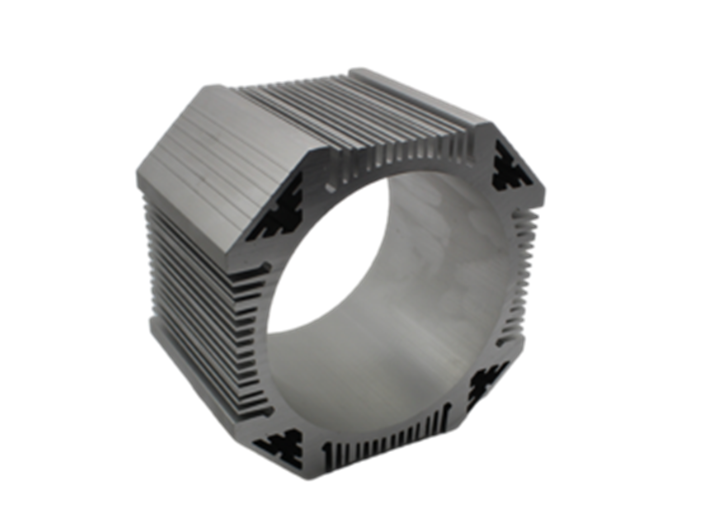
工业材铝电机壳优势:防水、防尘、体积小、重量轻低噪音防腐振动小、运行平稳节能、率使用寿命长。材质:挤压铝型材6000系列,牌号6061、6063。表面处理:阳极氧化或根据要求拉丝,抛光,喷涂,喷砂等。铝制电机壳,挤压工业材铝电机壳有以下几方面的考量:1.铝的密度比较小,可以减少整机的重量。2.铝的导热性能比铁好,利于电机散热。3.铝的强度低,便于加工制造,节约加工成本。 我们知道,交流电机中,机壳是不参与电机中电路与磁路的传导的,所以不会对电机的电气性能造成影响,只会在机械性能方面有影响。工业材铝电机壳确保铝电机在运行期间润滑良好。压铸精密工业材铝电机壳公司
工业材铝电机壳正确的拆卸方法:抽出来转子时,留意不必磕伤电机定子电磁线圈。防泄漏抗氧化工业材铝电机壳批发
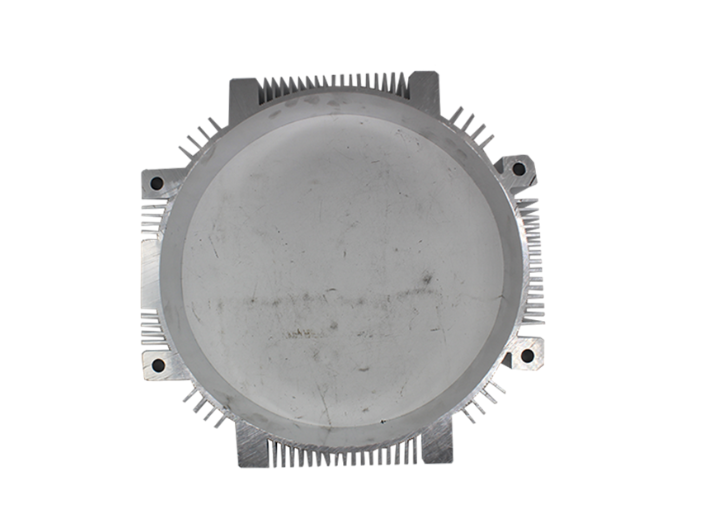
工业材铝电机壳前端盖的工艺优化,新能源电机壳前端盖铸件,壁厚差较大很难实现顺序凝固,且整体壁厚较薄不利于排气和氧化渣的上浮.利用计算机模拟原方案,发现铸件充型末端的气体和氧化渣需要通过已充型的型腔返回顶冒口,导致铸件产生气孔,夹渣缺陷.且在凝固过程中冒口无法对铸件中心通孔处的热节进行补缩,有形成缩松缺陷的倾向.由于铸件壁薄处不加工且有网格筋结构,无法设置工艺补贴,故在铸件一侧设置冒口.将充型过程调整为型腔由竖直倾转为水平的方式,利用倾转后冒口重力压力头提供补缩压力.对优化方案进行模拟,铸件充型平稳,气体和氧化渣可经由冒口排出,且凝固过程中的热节都可通过冒口补缩,缩松缺陷得到解决.进行生产验证铸件无铸造缺陷,且提高了工艺出品率。防泄漏抗氧化工业材铝电机壳批发
江苏苏铝新材料科技有限公司致力于冶金矿产,是一家生产型的公司。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下铝型材,电池托盘,铝边框,可定制铝加工件深受客户的喜爱。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造冶金矿产良好品牌。苏铝立足于全国市场,依托强大的研发实力,融合前沿的技术理念,及时响应客户的需求。
- 高性能自动化工业材铝电机壳销售 2024-05-15
- 耐腐蚀铝合金工业材铝电机壳现货 2024-05-15
- 高精度高压工业材铝电机壳销售 2024-05-15
- 热挤压铝合金工业材铝电机壳直销 2024-05-15
- 热挤压热挤压工业材铝电机壳销售 2024-05-15
- 大功率低振动工业材铝电机壳批发 2024-05-15
- 陕西工业材铝电机壳 2024-05-15
- 高压抗氧化工业材铝电机壳订做 2024-05-15
- 自动化工业材铝电机壳配单供应商 2024-05-15
- 铝合金抗氧化工业材铝电机壳厂家 2024-04-18
- 国产精密工业材铝电机壳批发 2024-04-18
- 大功率工业材铝电机壳联系方式 2024-04-18