- 品牌
- NINEBOT
- 型号
- 齐全
- 类型
- 铝板材,铝带材,铝排材,铝箔材,铝管材,铝线材,铝粒
- 加工工艺
- 挤压锭
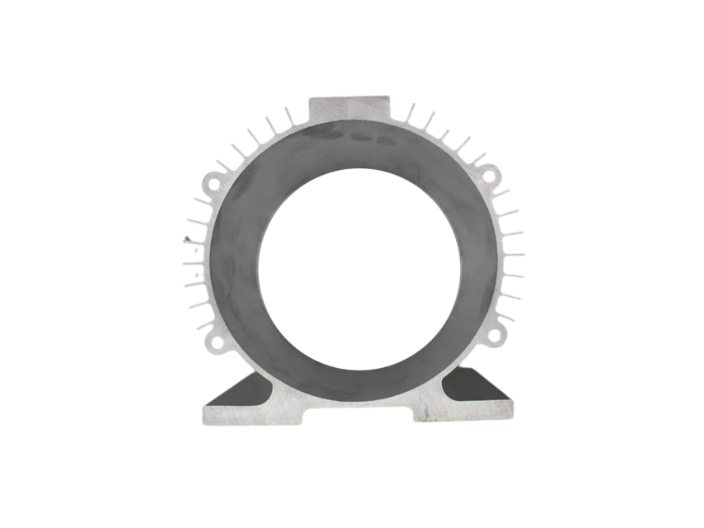
工业材铝电机壳加工用什么工装夹具?由于电机壳外形结构比较复杂,外侧的大小端面就有十多处,且侧面上还有装配孔或者螺纹孔,如果逐条程序加工的话会又费时又费力,所以为了解决技术上的这个不足,电机壳厂家介绍一种新型的电机壳机加工工装夹具。电机壳,电机壳加工的工装夹具,包括芯轴、支撑筋板、压盘、超长电机外壳、电机铁芯。芯轴:用于支撑超长电机外壳,圆周面上均不设置三块结构相同的支撑筋板。支撑筋板:均焊接于芯轴表面中间位置,且支撑筋板均沿芯轴表面延伸一段距离。压盘:用于压紧超长电机外壳一侧断面具有三个卡抓。工业铝型材日常如何维护和保养呢?铝型材在贮存时,其底部必须用垫木与地面隔开。上海精密工业材铝电机壳
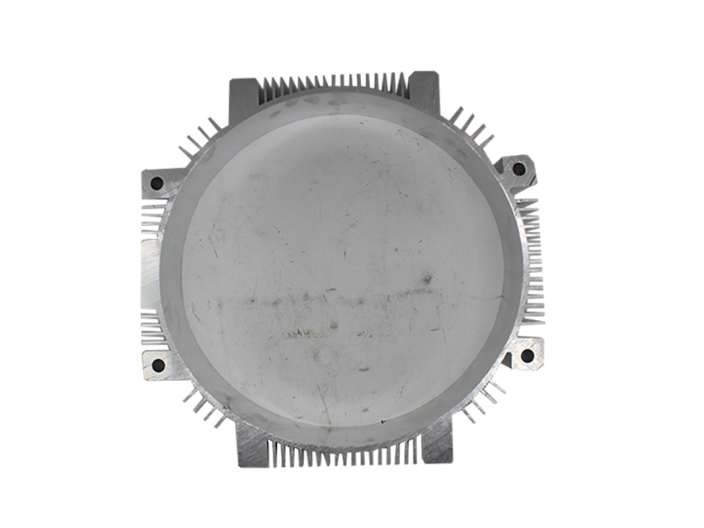
工业材铝电机壳压铸模具,包括下模板,下模框,上模框,上模板,下模腔,上模腔,初电动伸缩杆,顶出板,第二电动伸缩杆,凹槽,下模板的顶端设置有下模框,下模框上设置有下模腔,下模框的顶端设置有上模框,上模框上设置有上模腔,上模框的顶端设置有上模板,下模腔,上模腔形成的模腔形状与电机壳形状一致,且下模框的顶端设置有初电动伸缩杆,上模框上设置有与初电动伸缩杆相匹配的凹槽,下模腔的内部底端设置有顶出板,顶出板的底端设置有第二电动伸缩杆.本实用新型有益效果:初电动伸缩杆上升将上模框,上模板顶起,第二电动伸缩杆带动顶出板上升,将下模腔,上模腔内的工业材铝电机壳顶起,提高工作效率。散热器自动化工业材铝电机壳现货工业材铝电机壳加工之后要定期用净布和中性清洁剂清洁铝材表面。

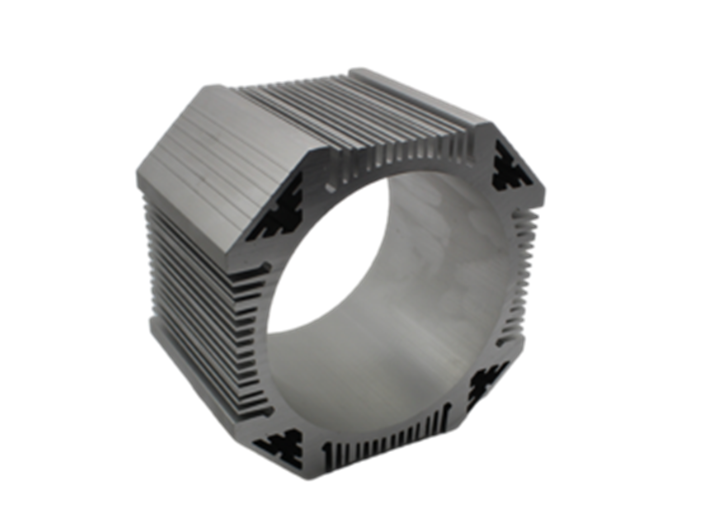
工业材铝电机壳结构复杂,铸造难度大.介绍了电机壳的结构特点并对电机壳常见铸造缺陷进行了识别.在此基础上,探讨了电机壳的典型砂型铸造工艺方案.对重力铸造,低压铸造,低压浇注翻转凝固和倾转铸造4种铸造方式生产电机壳的可行性进行了分析,并着重论述了低压铸造生产电机壳的浇注系统计和冒口设计.研究表明,上述4中铸造方式均可用于电机壳的生产,具体工艺选取则取决于产品结构特点,并借助计算机模拟仿真进行工艺可行性的评估.并论述了计算机模拟技术在电机壳铸造工艺开发中的应用。
工业材铝电机壳低压铸造方法,其先预制出一个不锈钢,铜或铝合金的螺旋盘管水道,螺旋盘管水道侧面分别设有进水口和出水口,进水口和出水口上设有定位用的凸台,然后根据螺旋盘管水道结构制备电机壳低压铸造模具,再将螺旋盘管水道在电机壳低压铸造模具中定位装配好,将装配好的电机壳低压铸造模具置于低压铸造机的保温炉上方进行低压铸造成型,利用低压铸造将预制好的螺旋盘管水道铸造在的工业材铝电机壳内;本发明能够很大程度上节省铸造辅助工艺和辅助时间,提高生产效率,铸造后电机壳内部无砂芯需要清理,铸造后的工业材铝电机壳体缺陷少,精度高,不易变形和开裂漏水,工业材铝电机壳铸造质量高,生产成本低。工业材铝电机壳的铝材料没有金属污染,没有毒性,表面氧化层没有挥发性金属。
工业材铝电机壳输出功率挑选实际意义反映,电机壳功率的挑选是一个很繁杂的难题。负荷时,假如电机壳功率过大,电机壳就常常处在轻载运作,电机壳自身的容积无法得到充足的充分发挥,另外电机壳运作速度低、特性不太好,都是提升运作花费。电机壳功率规定得小,电机壳电流量超出额定电压,电机壳内损耗增加,速度低并且危害电机壳的使用寿命,会毁坏电机壳绝缘层材料的介电强度能乃至损坏。自然,电机壳功率小,将会压根就拖拽不上负荷,会使电机壳长期处在起动情况而超温毁坏。因此有效的挑选输出功率及恰当的维护保养对电机壳是尤为重要的。工业材铝电机壳采用压铸成型技术,具有防水防爆特性。高精度国产工业材铝电机壳直销
工业材铝电机壳在购买时要如何选择?开展货品查验。上海精密工业材铝电机壳
工业材铝电机壳要如何进行保养:先使用环境应经常保持干燥,电机外壳表面应保持清洁,不应受尘土,纤维和其他障碍。应保障在操作过程中的良好润滑电动机。一般的电动机运行5000小时左右,即应补充或更换润滑脂,轴承过热或在操作过程中,发现润滑改造,液压及时润滑脂。更换润滑脂时,应清理旧的润滑油,和油箱的汽油洗净轴承及轴承盖,然后填充轴承内外圈腔。更换绕组有把初级绕组的形式,尺寸和匝数,线,当数据的丢失,应要求电机壳厂家,任意改变电机绕组的原始设计,通常是一个或几个性能恶化,甚至无法使用。两工位数控用电机壳铣钻床用于电机壳底面和螺钉过孔的加工。该机床要满足中小型电机系列批量生产要求,即中心高范围为80-180mm,孔径范围为币123协297mm。上海精密工业材铝电机壳
江苏苏铝新材料科技有限公司是以提供铝型材,电池托盘,铝边框,可定制铝加工件为主的有限责任公司(自然),公司成立于2017-09-28,旗下NINEBOT,已经具有一定的业内水平。公司承担并建设完成冶金矿产多项重点项目,取得了明显的社会和经济效益。将凭借高精尖的系列产品与解决方案,加速推进全国冶金矿产产品竞争力的发展。
- 高性能自动化工业材铝电机壳销售 2024-05-15
- 耐腐蚀铝合金工业材铝电机壳现货 2024-05-15
- 高精度高压工业材铝电机壳销售 2024-05-15
- 热挤压铝合金工业材铝电机壳直销 2024-05-15
- 热挤压热挤压工业材铝电机壳销售 2024-05-15
- 大功率低振动工业材铝电机壳批发 2024-05-15
- 陕西工业材铝电机壳 2024-05-15
- 高压抗氧化工业材铝电机壳订做 2024-05-15
- 自动化工业材铝电机壳配单供应商 2024-05-15
- 铝合金抗氧化工业材铝电机壳厂家 2024-04-18
- 国产精密工业材铝电机壳批发 2024-04-18
- 大功率工业材铝电机壳联系方式 2024-04-18