- 品牌
- 缘昌
- 型号
- 齐全
- 适用物料
- 多种可用
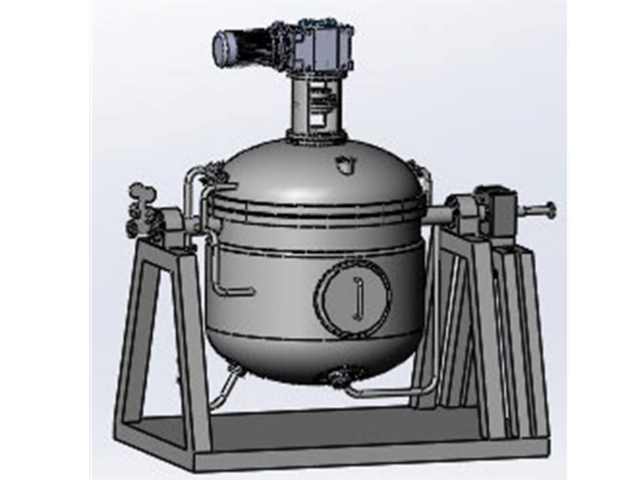
大型真空干燥机作为现代工业干燥领域的重要装备,其设计理念与功能特性深刻体现了工业化进程中对效率、品质与节能的协同追求。该设备通过构建密闭真空环境,将物料置于负压状态下进行加热干燥,有效解决了传统热风干燥中氧化变质、热敏性成分破坏等难题。其重要优势在于双重作用机制:一方面,真空环境大幅降低水的沸点,使物料在低温条件下即可实现快速脱水,尤其适用于医药中间体、生物制品、精细化工等对温度敏感的物料;另一方面,密闭系统杜绝了物料与外界空气的接触,避免了氧化、变色及异味产生,同时通过冷凝回收装置实现溶剂的高效回收,既降低生产成本,又符合环保要求。以制药行业为例,真空干燥机可将药品残留溶剂含量控制在0.1%以下,远超常规干燥设备,明显提升产品合规性与市场竞争力。矿石加工厂,干燥机烘干矿石,方便后续粉碎和提炼。湖南大型真空干燥
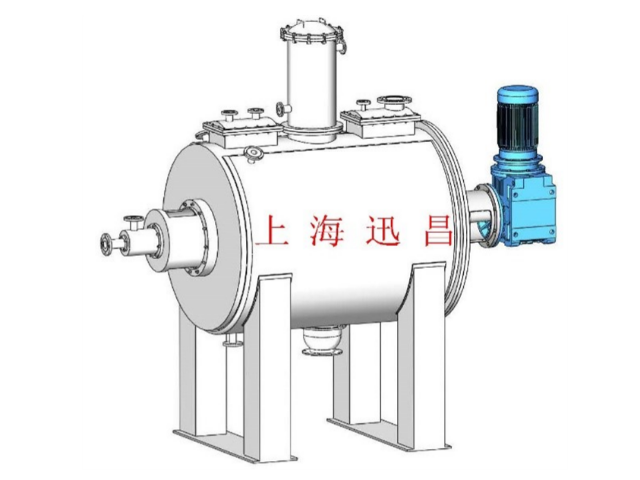
设备的设计细节充分体现了工程智慧。螺带与筒体内壁的间隙控制在2-5mm范围内,既保证了搅拌无死角,又避免了物料粘附导致的交叉污染。真空系统采用分级抽气设计,初始阶段通过罗茨泵快速降低压力,后续切换至水环泵维持稳定真空度(通常达-0.095MPa),这种组合方式既保证了干燥速率,又降低了能耗。在食品工业中,该设备成功应用于奶粉、速溶咖啡等产品的干燥,其低温真空环境可较大限度保留营养成分,同时通过变频调速技术实现搅拌速度的无级调节,适应不同粘度物料的处理需求。此外,设备配备的在线湿度检测与自动排料系统,使整个干燥过程实现闭环控制,明显提升了生产连续性与产品一致性。筒锥式螺带搅拌干燥制造商蜜饯加工厂,干燥机烘干蜜饯,保留糖分和风味。
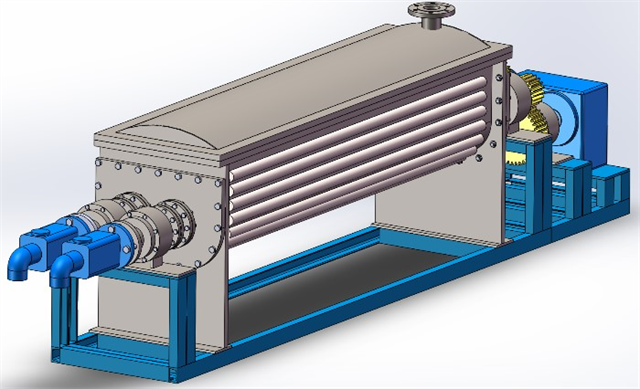
该设备的热效率提升得益于涡轮气流与圆盘传热的协同作用。热介质通过进风口进入后,经涡轮风扇二次分配形成均匀的气流场,与中空圆盘传导的热量形成互补。以处理聚乙烯粉末为例,设备采用导热油作为热载体,通过圆盘内腔的螺旋流道实现热量传递,同时涡轮气流将蒸发水分快速带离物料表面,使干燥强度达到8-12kg/(m²·h)。在环保领域,针对污泥干燥需求,设备配置了废气循环系统,将排出水蒸气经冷凝回收后,热能利用率可达75%以上。其封闭式结构设计配合变频调速传动系统,使能耗较同类设备降低15%-20%。操作灵活性方面,设备支持连续与间歇两种模式,通过PLC控制系统可实时调节主轴转速、涡轮风量及热介质温度。在医药中间体干燥中,系统通过传感器监测物料湿度,自动调整刮料板频率,确保产品含水率稳定在0.5%以下。设备维护的便捷性体现在模块化组件设计上,涡轮风扇组、传动装置及检视门均采用快速拆装结构,单次检修时间可控制在2小时内。目前,该技术已在化工、食品、新能源等行业实现规模化应用,单台设备处理能力覆盖30-100吨/日,成为提升工业干燥能效的关键装备。
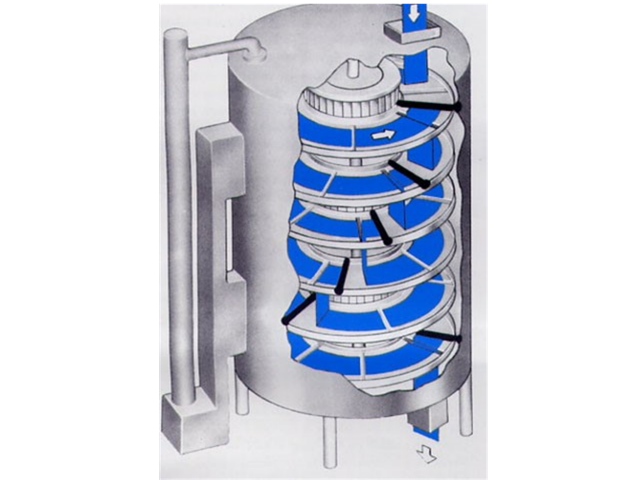
连续盘式真空干燥机作为现代工业干燥领域的重要设备之一,凭借其独特的真空环境与多层盘式结构,在热敏性物料处理中展现出明显优势。该设备通过将湿物料连续加入顶部定量加料器,在负压状态下经闭锁器均匀分配至干燥盘表面,耙叶装置以1-10转/分的低速旋转推动物料沿指数螺旋线流动。这种设计使物料在小干燥盘外缘下落至大干燥盘中心,再经中间落料口进入下一层,形成自上而下的连续流动路径。真空系统通过顶部真空泵将湿分压力降至0.1MPa以下,使溶剂沸点大幅降低,例如甲醇在常压下沸点64.7℃,真空状态下可降至30℃以下,从而避免高温导致的物料变性。以维生素C干燥为例,传统热风干燥需120℃以上温度,而真空盘式干燥机在60℃真空环境下即可实现高效脱水,产品活性成分保留率提升至98%以上。组合式干燥机的吸附塔再生耗气量需控制在处理量的12%以内,确保经济运行。
这种设计不仅提升了干燥效率,还明显降低了能耗,相比常压干燥可节省30%-50%的能源。此外,连续式真空干燥机通过PLC控制系统实现参数动态调节,能够根据物料特性(如含水率、粒度、热敏性)自动优化温度、真空度及传输速度,确保产品质量的稳定性。在制药行业,该设备可满足GMP标准对无菌环境的要求;在食品领域,其低温干燥特性能够保留原料的营养成分与天然色泽,普遍应用于果蔬干、肉制品、乳制品等高附加值产品的生产。随着工业4.0的推进,连续式真空干燥机正朝着智能化、模块化方向发展,通过物联网技术实现远程监控与故障预警,进一步提升了生产管理的便捷性。坚果加工厂,干燥机烘干坚果,延长保质期且口感佳。筒锥式螺带搅拌干燥制造商
电子厂内,干燥机为电子元件除湿,避免受潮影响性能。湖南大型真空干燥
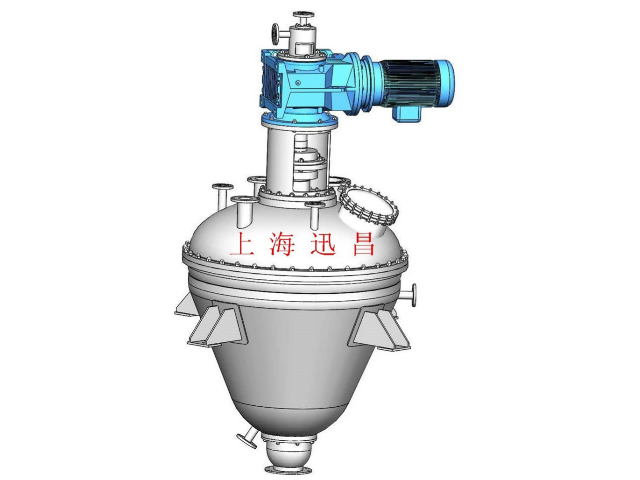
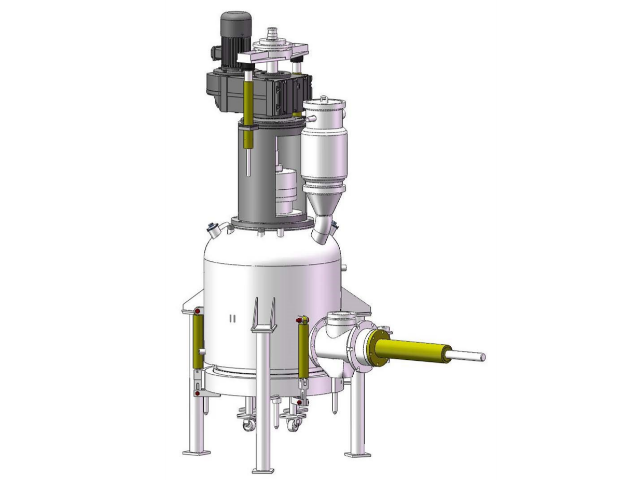
在工艺适应性方面,筒锥管式组合过滤型过滤洗涤干燥机展现出明显的技术优势。其锥体过滤面积较平底设备扩大2-2.5倍,配合螺旋搅拌器的刮壁效应,有效解决了传统设备底部物料残留问题。设备底部采用无死角快开出料装置,结合搅拌器的正反转控制,可使松散物料出料残留量低于投料量的3%。对于粘性物料,通过螺旋叶片的变导程设计,使物料在锥体内形成不规则对流,配合内加热螺旋带的倾斜结构,有效防止物料粘壁抱团。在制药领域,该设备已成功应用于二氟磷酸锂盐、双氟磺酰亚胺锂盐等高纯度物料的精制提纯,通过多次自动再浆洗涤,将杂质含量控制在ppm级别。食品行业则利用其密闭特性,实现菌丝体发酵产物的无菌干燥,在0-100℃温度范围内,将溶剂含量精确控制在0.5%以下。设备配备的自动化控制系统可实时监测过滤压差、搅拌转速、干燥温度等关键参数,通过PLC调控实现工艺流程的精确控制。这种结构与工艺的深度融合,使设备在占地面积、能耗水平、操作便捷性等方面均优于传统组合设备,成为现代工业生产中实现清洁化、高效化、连续化的重要技术载体。湖南大型真空干燥
螺带搅拌干燥机作为高效节能的干燥设备,在化工、制药、食品及新材料领域展现出独特优势。其重要结构由双层螺旋带状搅拌器与圆柱形干燥腔体组成,螺旋带通过主轴驱动实现三维立体搅拌,既能将物料从底部向上翻动,又能沿轴向推送,形成均匀的流化状态。这种设计有效解决了传统干燥设备中物料易结块、热传导不均的难题。例如在聚乙烯醇生产中,湿料含水率高达40%时,螺带搅拌器可通过变螺距结构将物料逐步分散,配合夹套内通入的120℃热蒸汽,使水分在30分钟内快速蒸发至5%以下。设备内部设置的真空系统可进一步降低沸点,尤其适用于热敏性物料的低温干燥,如维生素C粉末的加工过程中,通过维持-0.08MPa的真空度,将干燥温度控...
- 螺旋真空干燥供应公司 2026-03-21
- 南昌连续流化床干燥 2026-03-18
- 单锥螺带锥形真空干燥制造商 2026-03-17
- 连续式流化床干燥厂商 2026-03-15
- 嘉兴卧式螺带搅拌混合干燥 2026-03-13
- 河北干燥 2026-03-12
- 回转式过滤洗涤干燥厂商 2026-03-12
- 单锥式螺带搅拌干燥回收 2026-03-11
- 山西螺带真空干燥 2026-03-10
- 广东连续干燥 2026-03-10

- 绍兴脉冲干燥 2026-03-08
- 带式真空干燥供货公司 2026-03-08
- 武汉球锥形螺带搅拌干燥 2026-03-08
- 广西带式真空干燥生产厂家 2026-03-07
- 南宁干燥 2026-03-07
- 郑州螺带锥形真空干燥 2026-03-06



- 刮壁式空心板片冷却分批结晶生产 03-22
- 圆盘连续真空过滤供货商 03-22
- 过滤洗涤混合三合一售后服务 03-21
- 快开芯式微孔过滤供货公司 03-21
- 螺旋真空干燥供应公司 03-21
- 西安双锥回转真空干燥 03-21
- 湖北刮壁式空心板片冷却连续结晶和分批结晶 03-21
- 福建刮壁式空心板片冷却分批结晶器 03-20
- 西安立式内转盘管冷却结晶 03-20
- 全自动结晶售价 03-20