- 品牌
- 伟业
- 型号
- 齐全
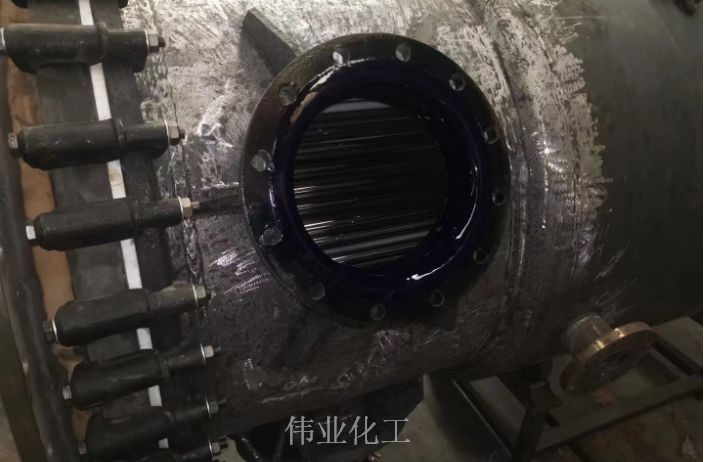
一、搪玻璃列管式换热器的相关问题1.列管成品率搪玻璃换热管可采取内搪或外搪两种形式,内搪玻璃管物料一般是走管程,在壳程进行冷却或加热,一般适用于液体物料,物料走管程流速快,在换热管内壁可产生降膜效应,利于液体快速冷却或蒸发,内搪玻璃管标准规格一般为DN32*2000,DN50*2000,DN50*3000,或非标尺寸定制。外搪玻璃物料一般走壳程,壳程需要进行内衬搪玻璃处理,外搪玻璃管外壁进行外搪处理,冷却水走管程,一般适用于气体物料进行冷却,物料走壳程饱和空间大,冷凝液易排出,外搪玻璃管标准规格一为¢*57*3000,或更长尺寸非标定制。搪玻璃列管均采用冷搪工艺,厚度控制在0.8~1.3mm,均采用井式炉,吊烧螺旋式曲线升温工艺,搪玻璃换热管不易变形,垂直度佳,因换热管结构不存在法兰和倒角,所以不存在应力爆瓷的现象,搪玻璃换热管烧制完成后均要周期性进行2道测电火花的程序,采用电流脉冲测验法,组装前再测一遍,必须保证组装的换热管100%合格,无导电现象。无锡伟业化工防腐设备致力于提供专业的搪玻璃冷凝器,有需求可以来电咨询!陕西高硼硅玻璃列管冷凝器报价

精细化工是当今化学工业中具活力的新兴领域之一,精细化工产品种类多、附加值高、用途广、产业关联度大,直接服务于国民经济的诸多行业和高新技术产业的各个领域。精细化工是综合性较强的技术密集型工业,生产过程中工艺流程长、单元反应多、原料复杂,而热交换是生产过程的常见环节,很多反应过程使用或产生腐蚀性较强物质,对设备耐腐蚀的要求比较高,换热器的材质成为设备选型必须详细斟酌的难题。很多过程对于碳钢、不锈钢设备已经不能满足生产需要,钛设备在酸性和腐蚀性都比较强的情况下容易被氧化腐蚀,衬氟类设备相对传热效果差,同时不耐负压,使用过程受到限制,而石墨换热器是由石墨与聚丙烯树脂压缩而成,不耐氧化性和有机溶剂。搪瓷列管冷凝器公司无锡伟业化工防腐设备为您提供专业的搪玻璃冷凝器,有需要可以联系我司哦!

电动平车中心冷却器上有液位计和液位控制口而搪玻璃冷凝器上没有;中冷上的进汽口和出汽口都在容器上部且管径大小基本相同,而搪玻璃冷凝器的出液口都在容器底部,且管径大小和进气口差异较大。中冷的氨液进口和出口都在容器下面,而搪玻璃冷凝器的进出水口则不是,立式的一般都是一上一下,卧式的在容器的一端。总结来说,有相变的为搪玻璃冷凝器,否则为冷却器;搪玻璃冷凝器由于气体从上部进入搪玻璃冷凝器内,存在一个冷凝面,而气体进入后,悉数集中在冷凝面的上部,所以折流板要左右设置,让冷凝下来的液体延长停留时间持续冷却降温。
列管换热器长期运行会造成设备被水垢堵塞,降低效率,增加能耗,缩短使用寿命。如果不能及时清理水垢,将面临设备维修、停机或报废更换的危险。长期以来,传统的清洗方法如机械方法(刮、刷)、高压水、化学清洗(酸洗)等,清洗换热器时存在很多问题:水垢等沉积物无法清理,对设备造成腐蚀,残酸对材料造成二次腐蚀或垢下腐蚀,进而导致设备更换。另外,废清洗液有毒,废水处理需要很多钱,企业可以通过使用环保清洗剂来解决上述情况,环保清洗剂具有环保、安全、无腐蚀的特点。它不仅清洗效果好,而且对设备无腐蚀,能保证换热器的长期使用。无锡伟业化工是专业的搪玻璃列管冷凝器商家。

无锡伟业化工防腐设备生产设计搪玻璃列管换热器,搪瓷列管换热器,内搪玻璃换热管:内搪玻璃管采用冷搪,炉内吊烧,曲线升温工艺,保证了换热管的垂直度,保证了每根换热管表面的搪玻璃层厚度0.8~1.3mm,搪玻璃换热管标准尺寸为DN32×2000,DN50×2000,DNDN50×3000也可根据现场情况进行尺寸非标定制,换热管钢胚采用3.5~5mm无缝钢管制作,强度大,更好的保证了在高压力高温的运行环境下稳定运行。特别是在加热工况下,更好的耐受蒸汽进入后导致的气振效应。无锡伟业化工防腐设备为您提供专业的搪玻璃冷凝器,欢迎新老客户来电!陕西高硼硅玻璃列管冷凝器报价
搪玻璃冷凝器,就选无锡伟业化工防腐设备,让您满意,有想法可以来我司咨询!陕西高硼硅玻璃列管冷凝器报价
搪玻璃冷凝器中水垢的危害有哪些?在常见的一些换热、制冷设备中,往往都有水流通的结构位置,搪玻璃冷凝器就是这样,但是如果长期不去管它你就会发现,有大量的水垢滋生,严重影响了设备的工作性能,所以我们有需要了解水垢的危害及去除的方法。水垢主要是因锅炉给水中所含钙、镁等的盐类受热后析出并粘结于金属表面而形成。常见的我们烧水的水壶就很容易出现水垢。水垢的导热系数很小,约为普通钢材的2~5%,水垢结于锅炉受热面上,会恶化传热效果,影响锅炉效率;容易使金属材料因局部过热而烧坏,甚至发生爆管事故;会促使电化学腐蚀加剧,引起锅炉水垢腐蚀,加速受热面的损坏。陕西高硼硅玻璃列管冷凝器报价

碳化硅换热器1、碳化硅原材料特点碳化硅换热管采用无压烧结工艺,采用超细碳化硅微粉,高温烧结而成,碳化硅含量在98%以上,制品密度大于等于3.10g/cm³,不含游离硅,达到英国摩根,法国圣戈班的技术标准。以其高机械强度,高硬度,耐磨损,耐高温,耐强酸强碱腐蚀,抗氧化,抗热震以及导热性好,耐极冷极热和抗高温蠕变等优良性能,被广泛应用于航空航天、核电、金属冶炼、高温窑炉、锂离子电池生产,粉末冶金、陶瓷化工机械、超细研磨、造纸、医药等领域。无锡伟业化工防腐设备致力于提供专业的搪玻璃冷凝器,欢迎新老客户来电!山西碳化硅列管冷凝器厂家精细化工是当今化学工业中具活力的新兴领域之一,精细化工产品种类多、附加...
- 天津石墨块孔式冷凝器询价 2026-05-16
- 江西石墨块孔式冷凝器供应 2026-05-16
- 河南高硼硅玻璃冷凝器行情 2026-05-16
- 山西高硼硅玻璃列管式冷凝器厂商 2026-05-16
- 安徽高硼硅玻璃列管冷凝器价格 2026-05-16
- 江苏搪玻璃冷凝器询价 2026-05-16
- 湖南石墨块孔式冷凝器 2026-05-15
- 北京高硼硅玻璃冷凝器厂商 2026-05-15
- 黑龙江石墨冷凝器 2026-05-15
- 湖南搪瓷冷凝器商家 2026-05-15


- 浙江搪瓷片式冷凝器价格 2026-05-15
- 辽宁石墨块孔式冷凝器供应 2026-05-15
- 宁夏碳化硅列管式冷凝器厂家 2026-05-15
- 青海石墨块孔式冷凝器可定制 2026-05-15
- 云南高硼硅玻璃列管式冷凝器行情 2026-05-15
- 广东石墨冷凝器可定制 2026-05-14


- 安徽高硼硅玻璃列管冷凝器价格 05-16
- 江苏搪玻璃冷凝器询价 05-16
- 湖南石墨块孔式冷凝器 05-15
- 广东石墨换热器商家 05-15
- 北京高硼硅玻璃冷凝器厂商 05-15
- 黑龙江石墨冷凝器 05-15
- 湖南搪瓷冷凝器商家 05-15
- 山东搪瓷片式冷凝器行情 05-15
- 广东搪玻璃冷凝器报价 05-15
- 吉林石墨换热器商家 05-15