必须做好整体规划选择适合企业自身特点的实施方案有效规避风险
①推进智能制造需要解决更加复杂的、纵横交错的信息集成问题,例如IT系统与自动化系统的信息集成、供应链的数据交换;
②推进智能制造需要处理来源多样的异构数据,包括各种来自设备、产品、社交网络和信息系统的海量数据,需要确保基础数据的准确性;
③推进智能制造需要企业的IT部门、自动化部门、精益推进部门和业务部门,甚至供应链合作伙伴之间的通力合作。
因此,制造企业必须充分认识到推进智能制造的复杂性、艰巨性和长期性。制造企业应当做好相关技术的培训,选择有实战经验的智能制造咨询服务机构,共同规划推进智能制造的蓝图。
无锡芯软MES-智慧工厂全息车间。宿迁行业mes产品

它通过维护和利用实时准确的制造信息来指导、传授、响应并报告车间发生的各项活动,同时向企业决策支持过程提供有关生产活动的任务评价信息。MichaelMcClellan(曾任MESA**):MES是一个集成的计算机化的系统,它是用来完成车间生产任务的各种方法和手段的**。二、MES产生的背景1、车间层生产管理系统本身发展的需要:(1)在MES出现之前,车间生产管理依赖若干**的单一功能软件,如车间作业计划系统、工序调度、工时管理、设备管理、库存控制、质量管理、数据采集等软件来完成。这些软件之间缺乏有效的集成与数据共享,难以达到车间生产过程的总体优化。(2)为了提高车间生产过程管理的自动化与智能化水平,必须对车间生产过程进行集成化管理,实现信息集成与共享,从而达到车间生产过程整体全局优化的目标。2、MRPII/ERP进一步发展的需要:(1)MRPII/ERP强调企业的计划性,好的计划应该建立在实时、准确、***信息的基础之上。(2)MRPII/ERP无法及时获取车间生产现场的实时信息,造成“生产计划”与“生产信息”不同步,使得计划的合理性大打折扣。(3)因此,必须把“生产”与“计划”实时关联起来。但MRPII/ERP本身无法直接与生产现场的控制层相联系。国内mes 仓储但是要想能够在发展中不被淘汰,不如从MES系统的思路来发展自己。

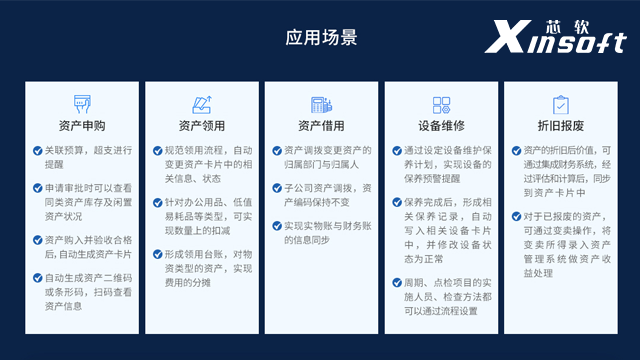
文档把控 该功能把控、管理并传递与生产单元有关工作指令、配方、工程图纸、标准工艺规程、零件的数控加工程序、批量加工记录、工程更改通知以及各种转换操作间的通讯记录,并提供了信息编辑及存储功能,将向操作者提供操作数据或向设备把控层提供生产配方等指令下达给操作层,同时包括对其它重要数据(例如与环境、健康和安全制度有关的数据以及ISO信息)的把控与完整性维护。
生产的追寻 及历史该功能可以看出作业的位置和在什么地方完成作业,通过状态信息了解谁在作业,供应商的资财,关联序号,现在的生产条件,警报状态及再作业后跟生产联系的其他事项。
执行分析 该功能通过过去记录和预想结果的比较提供以分为单位报告实际的作业运行结果。执行分析结果包含资源活用,资源可用性,生产单元的周期,日程遵守,及标准遵守的测试值。具体化从测试作业因数的许多异样的功能收集的信息,这样的结果应该以报告的形式准备或可以在线提供对执行的实时评价。
个人观点,*供参考说明:2018年6月2日,应宁波市企业信息化促进会要求,为宁波市属企业的IT部门、PMC部门、采购部门等的相关人员,做了一个专场报告《两化融合落地难题解析-MES-APS选型》。此次讲座分为三个阶段介绍:1、制造系统营作管理基础分别阐述了制造系统建模(工厂物理学相关知识)、生产运作技术与发展(ROQ、EOQ、MRP、JIT、TOC)、信息系统及作用(信息系统组成、信息系统作用、信息子系统相关作用和互相关系)等。2、MES及MES选型MES定义和发展、MES功能及特征、典型企业需求+选型和实施、MES成功实施因素等,详细介绍了MES系统的选型程序、逻辑和关注点。3、APS及APS选型定义和原理、建模及关键、典型功能简介、选型程序和重点、成功实施因素。会议有120多人参加,全厂、全时所有学员均认真听讲,其中不乏方太、拓扑、银亿等大公司,地区也覆盖了宁波地区所有区县,效果非常好。其实,从2015年兴起的MES热,至2018年6月起热度已经降低不少,一部分已经上线MES系统的,并没有体会到MES所创造价值(与宣传所言),所以已经上线的也会来听,未上线的也需要来听。MES系统的重要度不言而喻,是车间透明化的信息系统。芯软云•企业为什么需要MES?

而且还能够采用拖拉,链接等类似于win7等操作模式实现快速,拆分,放大缩小等操作。)4.库房管理功能方面——————————大部分国外的MES对库房管理功能较弱,仓库事宜交给ERP等软件操作。而在近年智能制造需求的推动下,新型的MES向仓库端进行延伸,获得更多管控,调度权限,同时MES还使得整个库房变成实时的动态库房,实现了数据的双向同步,**满足了生产过程需要更加柔性化,动态性和实时性的需求。5.数字化排产方面—————————新型的MES需对设备状态(包括预诊断)、工艺变化、人员情况进行动态数据采集、分析,并需结合生产调度仿真系统中的大数据分析、优化功能的支撑才可能实现理想中的自动排产。但在系统尚未达到这一目标之前、或作为补充,人工参与的排产将更加切合实际的应用,这就需要MES的排产功能中具有便于人工操控的快速排产、插单功能,并将在线工单执行状态、物料齐套性、设备、治具的占用情况、预判完成周期等信息以实施、在线地呈现以供排产时参考,并具备预警、报错等辅助功能,以上称为“数字化排产”。6.可视化功能方面—————————传统MES中可视化方式的设置。MES系统提升智能工厂车间精细化能力。南京企业 mes 仓储
MES的真正价值在于它解决了企业内不同角色之间的信息不对称。宿迁行业mes产品
ERP、JIT(准时生产)、0PT(比较好生产技术)等理论和方法以及基于这些理论的生产管理信息系统在实际的生产管理过程中得到很多具体而成功的应用,为企业的生产管理者提供了有效的解决方法和工具;
生产管理开始逐渐强调生产计划的执行,以及生产现场数据的采集和反馈,但ERP、JIT、0PT等强调的是生产计划性;
在生产管理和控制上,ERP、JIT、0PT等就显得力不从心,必须寻求新的生产管理模式20世纪90年代美国先进制造研究机构(AMR)提出了三层企业信息化模型及生产执行系统概念。
宿迁行业mes产品