- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
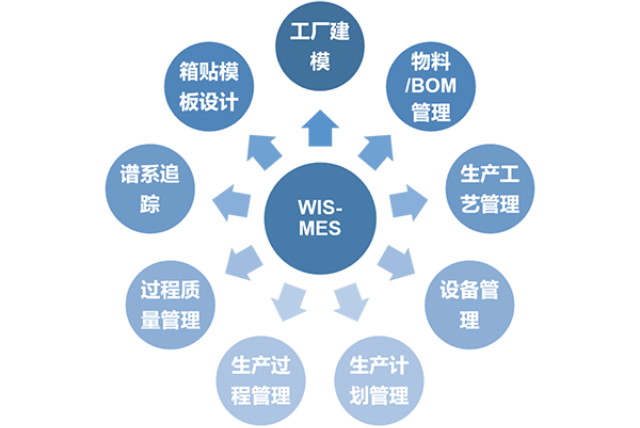
物料管理在物料的配送和使用方面,MES 系统可以根据生产计划生成物料需求计划,确保原材料和零部件的及时供应。它能够跟踪物料在车间内的流动情况,从原材料的入库、存储,到在生产线上的配送和使用,实现物料的全程追溯。例如,在机械加工车间,MES 系统可以精确地计算每个生产批次所需的钢材、螺丝等物料的数量,并安排仓库进行配送。同时,它可以监控物料的消耗情况,当物料库存低于安全库存时,自动提醒采购部门进行补货。000000Mes在生产环境下需要不断更新升级。安徽mes一体化管理系统哪家专业
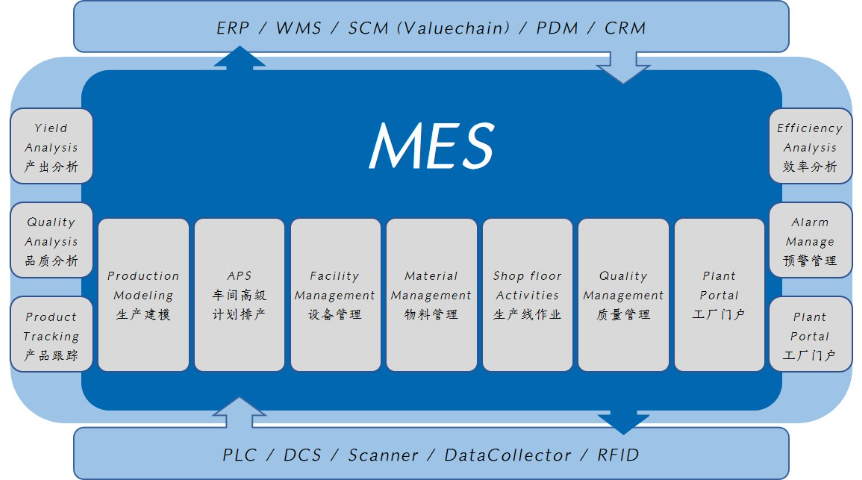
MES系统的物料管理模块能够实现对物料的全方面管理,包括物料的采购、入库、出库、盘点等。通过实时更新物料库存信息,MES系统能够确保物料的及时供应和合理利用,避免物料短缺或过剩导致的生产中断和成本浪费。MES系统的人员管理模块能够记录和分析员工的工作效率、工作质量等数据,为企业的人力资源管理提供有力支持。通过合理安排员工的工作任务和工作时间,MES系统能够提高员工的工作效率和工作满意度,降低企业的劳动力成本。MES系统具有良好的集成性和协同性,能够与企业上层的管理系统(如ERP、CRM等)和底层的生产控制设备(如PLC、DCS等)进行无缝集成。这种集成和协同使得企业能够实现信息的共享和流通,提高整体运营效率和管理水平。浙江产线级mes系统在线咨询操作简便:提供直观的操作指南和培训支持,降低用户的学习成本。

MES支持设备故障的诊断与排查,能够快速定位故障原因,提高维修效率。此外,MES还可以对设备的运行效率、维修成本等进行统计分析,为企业的设备管理决策提供数据支持。MES不只具备强大的生产执行能力,还能够为企业的生产优化和决策提供有力支持。通过对生产数据的深入挖掘和分析,MES能够发现生产过程中的瓶颈问题、浪费现象等,并提出相应的优化建议。同时,MES还可以根据企业的生产目标和约束条件,智能地制定生产计划,确保生产过程的优化和高效。此外,MES还支持生产成本的核算与分析,为企业的成本控制和盈利分析提供数据支持。
MES系统将更加注重人工智能、机器学习等先进技术的应用,实现生产过程的自主优化和智能决策。通过引入这些技术,MES系统能够自动分析生产数据、预测生产需求、优化生产计划等,提高企业的生产效率和盈利能力。同时,MES系统还将与物联网、大数据等技术进行深度融合,实现生产过程的全方面感知和智能控制。为了满足不同企业的生产需求和业务特点,MES系统提供了定制化与个性化服务。企业可以根据自身的生产流程、工艺要求等定制MES系统的功能模块和界面风格,使系统更加符合企业的实际需求。Mes在生产流程再造中有应用价值。

MES系统的设备管理:MES系统能够实时监控设备的运行状态,及时发现设备故障并进行预警。通过制定设备维护计划,MES系统能够定期对设备进行维护保养,延长设备使用寿命。此外,MES系统还能对设备的运行效率进行分析,提出设备优化方案,提高设备利用率。MES系统的库存管理:MES系统通过实时更新库存数据,确保库存信息的准确性。当库存水平过低或过高时,MES系统能够及时发出预警,便于企业及时调整库存。同时,MES系统还能根据生产计划和库存水平自动生成物料需求计划,确保生产所需物料的供应。这种库存管理功能有助于企业降低库存成本,减少资金占用。绿色生产:推动企业向绿色生产转型,实现可持续发展。浙江产线级mes系统在线咨询
生产协同:MES系统提升企业内部各部门的协同能力,确保生产计划的顺利执行。安徽mes一体化管理系统哪家专业
智能化使得MES系统能够自动分析和优化生产过程;云端化使得MES系统能够跨地域、跨平台进行协同管理;集成化使得MES系统能够与企业内外的各种系统进行无缝连接;定制化使得MES系统能够更加符合企业的个性化需求。同时,随着物联网、大数据、人工智能等新技术的不断涌现和应用,MES系统也将不断创新和发展,为制造业的转型升级和高质量发展提供有力支撑。MES系统,作为制造企业的关键信息化工具,扮演着连接上层计划管理与下层生产控制的桥梁角色。它实时收集、处理并分析生产现场数据,为管理者提供准确的生产进度、质量状况、设备状态等关键信息,从而助力企业实现生产过程的透明化、可控化和优化。MES系统的重要性不言而喻,它不只是提升生产效率、降低成本、保证产品质量的得力助手,更是企业实现智能制造、数字化转型的关键一环。安徽mes一体化管理系统哪家专业