- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
MES系统在制造业的各个领域都有普遍的应用,如汽车制造、电子制造、食品加工、医药制造等。不同行业的MES系统具有不同的特点和功能,以满足行业的特殊需求。通过案例分享,我们可以看到MES系统在不同行业中的成功应用和实践经验。这些案例不只为企业提供了宝贵的参考和借鉴,也展示了MES系统在提升生产效率、降低成本、保证产品质量等方面的明显成效。随着制造业的不断发展和技术的不断进步,MES系统也将迎来新的发展机遇和挑战。MES系统将更加智能化、云端化、集成化和定制化。Mes对生产体系的完善起着推动作用。上海电子装配mes系统有哪些
MES系统的定制化与可扩展性是满足企业不同需求的关键。不同的企业有不同的生产流程和管理需求,因此MES系统需要具备一定的定制化能力,以适应企业的实际情况。同时,随着企业的发展和变化,MES系统还需要具备良好的可扩展性,以便企业能够根据实际情况对系统进行升级和扩展。MES系统的实施与运维服务是确保系统稳定运行的关键。在实施过程中,企业需要选择专业的实施团队,对系统进行定制化开发和配置。在运维阶段,企业需要定期对系统进行维护和升级,确保系统的稳定性和安全性。同时,企业还需要对系统进行培训和推广,提高员工对系统的使用熟练度和认可度。辽宁mes系统公司监测设备性能,预防故障和停机。
设备管理是MES系统不可或缺的一部分。MES系统能够实时监控设备的运行状态,包括设备的开机、停机、故障等状态信息。同时,MES系统还能根据设备的运行数据和维修历史,预测设备的维修需求和故障风险,提前进行设备维护与保养。这种设备管理与维护能力能够延长设备使用寿命,降低设备维修成本,提高设备利用率。人员管理也是MES系统的重要功能之一。MES系统能够记录员工的基本信息、工作时长、工作效率等数据。通过这些数据,企业可以对员工进行绩效评估,了解员工的工作表现和工作效率。同时,MES系统还能根据绩效评估结果,为员工制定个性化的培训计划和职业发展路径。这种人员管理与绩效评估能力能够激发员工的工作积极性和创造力,提升企业的整体绩效。
MES系统的设备管理模块,通过实时监控设备的运行状态和维修历史,能够预测设备的维护需求,实现预防性维护。这种预防性维护方式,不只可以避免设备故障导致的生产中断和损失,还能延长设备的使用寿命,降低维修成本。同时,设备管理模块还能对设备的维修过程进行管理,确保维修工作的及时性和有效性。MES系统的物料管理模块,实现了对物料的全方面管理,包括物料的采购、入库、出库、盘点等。通过实时更新物料库存信息,该模块能够确保物料的及时供应和合理利用,避免物料短缺或过剩导致的生产中断和成本浪费。同时,物料管理模块还能对物料的使用情况进行跟踪和分析,为企业的物料采购和库存管理提供决策依据。Mes在生产环节的人力管理中有联系。

在流程制造业中,MES系统同样具有普遍应用。流程制造业通常具有生产连续性强、工艺复杂等特点,对生产过程的控制要求较高。MES系统能够实时监测生产过程中的各种参数,如温度、压力、流量等,并根据这些参数进行智能调控,确保生产过程的稳定和高效。同时,MES系统还支持生产数据的实时采集和分析,为企业的生产优化和质量控制提供有力支持。在流程制造业中,MES系统已经成为提高生产效率和产品质量的重要手段。随着工业4.0和智能制造的不断发展,MES系统正朝着更加智能化的方向发展。供应链协同:MES系统实现供应链上下游的协同管理,提高整体供应链的响应速度。重庆mes生产管理系统解决方案
全球化部署:支持全球范围内的部署和应用,满足跨国企业的需求。上海电子装配mes系统有哪些
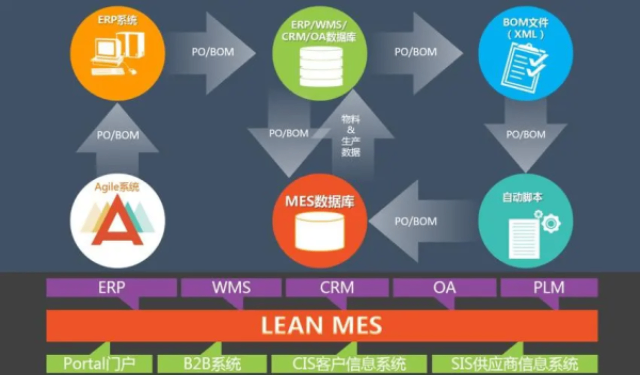
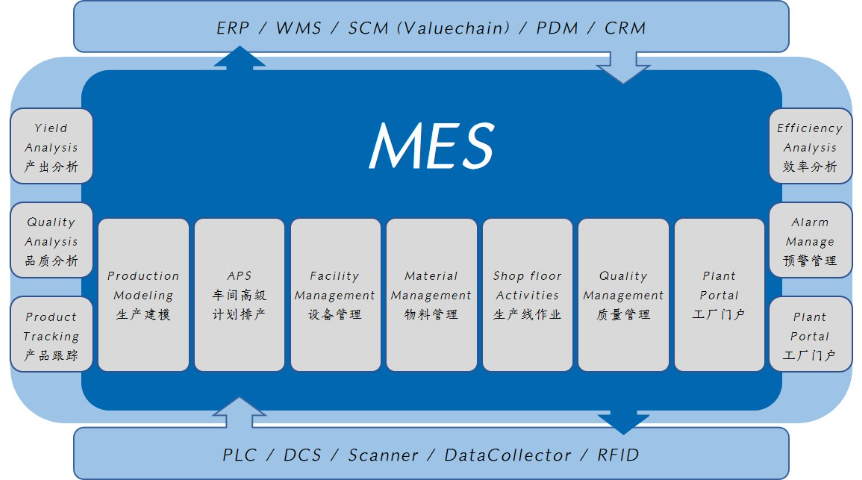
MES系统的物料管理模块能够实现对物料的全方面管理,包括物料的采购、入库、出库、盘点等。通过实时更新物料库存信息,MES系统能够确保物料的及时供应和合理利用,避免物料短缺或过剩导致的生产中断和成本浪费。MES系统的人员管理模块能够记录和分析员工的工作效率、工作质量等数据,为企业的人力资源管理提供有力支持。通过合理安排员工的工作任务和工作时间,MES系统能够提高员工的工作效率和工作满意度,降低企业的劳动力成本。MES系统具有良好的集成性和协同性,能够与企业上层的管理系统(如ERP、CRM等)和底层的生产控制设备(如PLC、DCS等)进行无缝集成。这种集成和协同使得企业能够实现信息的共享和流通,提高整体运营效率和管理水平。上海电子装配mes系统有哪些
- 浙江mes系统解决方案 2026-03-01
- 贵州mes系统厂家 2026-02-28
- 湖北mes生产管理系统 2026-02-14
- 福建mes工程师 2026-02-13
- 江苏模具mes 2026-02-13
- 重庆mes系统架构 2026-02-13
