- 品牌
- 爱步,爱步精益,爱步精益咨询
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
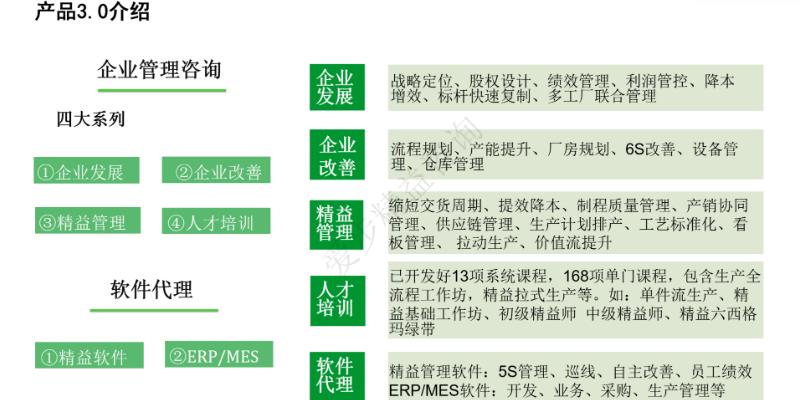
- 企业管理
- 服务内容
- 缩短交货周期、提效降本
- 咨询电话
- 15960368198
- 所在地
- 厦门市同安
- 公司类型
- 有限责任公司
- 咨询范围
- 企业管理咨询,软件产品,企业管理课程培训
1、定义/识别价值精益实践的关键出发点是价值,而价值只能由客户来确定。而提供错误的产品或服务是一种“浪费”。请注意,“精益”不是制造系统的目标,“价值”才是制造系统的目标,客户的价值认知和我们的成本与努力无关。我们要以客户价值认知作为精益的起点,形成决定性竞争优势,作为发展制造系统的目标。如果“目标”错误,后续发展的制造系统会是一项“浪费”。很多情况,竞争对手未察觉产业或运营模式问题,而检视业界造成客户的问题,是识别决定性竞争优势的起点。人等料时,该员工参与其它工序 料等人时,其它员工帮助。杭州厦门爱步精益咨询精益生产提质增效
在车间管理中,质量门会涉及到许多具体问题,比如:l由谁来负责质量门的设置(生产还是质量)?l质量门设置在什么地方?l每个质量门检查的内容是什么?l当质量门检查到问题后如何处理?什么情况下需要停线?谁有权停线?l质量门数据如何进行搜集和反馈?l质量问题如何进行追溯?l反复出现的质量问题如何解决,由谁来负责解决?l质量门在企业整体质量管理闭环中的角色是什么?质量门如何与其它工具相结合?如果制造企业在质量门管理中没有理顺上述问题,不能从逻辑上充分解释质量管理,也不能在实际操作中保证严格执行,而只是笼统地说“我们在使用质量门工具”,那么结果往往是质量门没有起到应有的作用,质量问题在工位甚至车间之间还是不断溢出。因此,精益要素需要以详细的流程和定制化的管理机制作为保障。广东精益生产培训心得体会制定有效的沟通策略:生产管理包括评估员工的绩效、调整流程和程序以提高效率、为团队设定目标等。

七大浪费之一运输浪费表现:人员走动过多;需要专门运输来实现工序间的衔接;过多的运输。原因:低效的车间布局、过于庞大的设备、不流畅的生产等。对策:杜绝孤岛式生产,合理紧凑安排工序,让作业流动起来,形成节拍,从而无需过多运输!
七大浪费之二动作浪费表现:作业动作不连贯、幅度过大、转身角度大、弯腰、动作重复或多余等形成浪费。危害:动作浪费对生产效率、质量以及人员安全都会造成负面影响。对策:从人机工程学角度,合理运用工业工程手法来进行作业台布局优化以及作业动作标准化。
七大浪费之三加工浪费表现:加工余量过大、无谓的加工精度、多余的产品功能、重复检验包装等。原因:自以为是的作业,而不是以客户价值为导向。对策:用省略、替代、重组或合并的方法审视现有工序;准确把握客户需求、优化作业标准以及工序间的衔接。
1、拉式生产(pullproduction)后工序根据前工序的需求来加工一定数量的产品,一个工序衔接一个工序的需求,这样就形成了拉式生产方式。为了有效便捷地传递需求,一般通过看板手段,即在看板上标明需求量及现有量等信息,后工序可根据看板信息进行生产。2、准时化生产(JustInTime)3、自働化(Jidoka)4、浪费(Muda)5、防呆法(Poka-yoke)6、快速换模(SMED)7、节拍时间(TAKTtime)8、价值流图(VSM)9、精益屋10、改善(Kaizen)只关心考核内容,不关心其它 如;品质精益求精、交货期、浪费、整体效率等。
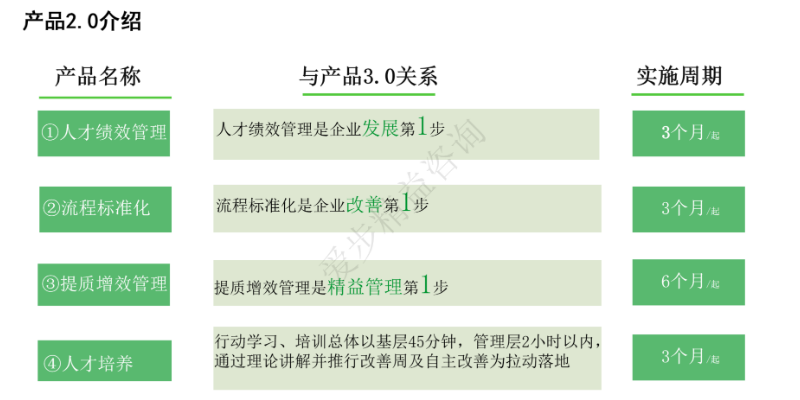
人才绩效管理
目标设定与计划制定1.设定明确、具体、可衡量的目标,确保员工清楚了解自己的工作目标和期望。2.制定详细的计划和时间表,明确各项任务的责任人和完成时间。3.定期评估和调整目标,确保目标与实际工作相符,并及时调整计划和策略。
绩效评估与反馈1.建立科学的绩效评估体系,包括评估指标、评估标准、评估周期等。2.定期进行绩效评估,及时了解员工的工作表现和成果。3.提供绩效反馈,帮助员工了解自己的优点和不足,提出改进建议。
薪酬与奖励制度1.设计合理的薪酬体系,确保员工薪酬与工作绩效相匹配。2.设立多种奖励制度,如奖金、晋升、荣誉等,激励员工积极工作。3.定期调整薪酬和奖励制度,确保其与市场变化和企业发展相适应。
培训与发展计划1.根据员工需求和企业战略,制定个性化的培训计划。2.提供多种培训方式和资源,如在线课程、内部培训、外部培训等。3.关注员工个人发展,提供职业发展规划和晋升机会。
员工沟通与参与
组织文化建设
领导力培养
激励机制完善1.设计多元化的激励机制,包括物质激励和精神激励。2.定期评估激励机制的效果,及时进行调整和完善。3.关注员工需求的变化,不断优化激励机制,提高激励效果。 要有大量多能工,就要有快速培养大量多能工的工具;湛江爱步精益咨询精益生产企业管理
人等料、料等人的现象大幅减少。杭州厦门爱步精益咨询精益生产提质增效
七大浪费--动作12种动作上的浪费1.两手空闲的浪费;2.单手空闲的浪费;3.作业动作停止的浪费;4.作业动作太大的浪费;5.拿的动作交替的浪费;6.步行的浪费;7.转身角度太大的浪费;8.动作之间没有配合好的浪费;9.不了解作业技巧的浪费;10.伸背动作的浪费;11.弯腰动作的浪费;12.重复动作的浪费。原因①作业流程配置不当②无教育训练③设定的作业标准不合理对策a.一个流生产方式的编成b.生产线U型配置c.标准作业之落实d.动作经济原则的贯彻e.加强教育培训与动作训练6)七大浪费--加工原因①工程顺序检讨不足②作业内容与工艺检讨不足③模夹治具不良④标准化不彻底⑤材料未检讨对策a.工程设计适正化b.作业内容的修正c.治具改善及自动化d.标准作业的贯彻7)七大浪费--库存杭州厦门爱步精益咨询精益生产提质增效
- 中山厦门爱步精益咨询有限公司精益生产流程标准化 2025-05-06
- 衢州爱步精益精益生产降本增效 2025-05-06
- 舟山厦门爱步精益咨询精益生产提质增效 2025-05-06
- 广东精益生产5s 2025-05-06
- 汕尾厦门爱步精益咨询精益生产 2025-05-06
- 中山爱步精益生产企业发展 2025-05-06
- 肇庆厦门爱步精益咨询精益生产企业发展 2025-05-06
- 生产计划精益生产常见问题 2025-05-05
- 宁波精益生产人才绩效管理 2025-05-05
- 东莞爱步精益精益生产降本增效 2025-05-05
- 江门厦门爱步精益咨询精益生产流程标准化 2025-05-05
- 厦门精益生产管理咨询公司 2025-05-05