- 品牌
- IOK
- 型号
- 001
- 产地
- 广东
- 厂家
- IOK
在 - 30℃至 0℃的低温环境中,电池箱需通过 “主动加热 - 被动保温 - 能量回收” 协同策略,维持电芯活性。被动保温采用复合结构:外层为 0.1mm 厚铝箔反射层(反射率 0.9),中间填充 30mm 厚气凝胶毡(导热系数 0.018W/m・K),内层为 2mm 厚阻燃发泡 PP,使箱内热量损失率≤3%/h。主动加热系统分三级启动:当电芯温度<5℃时,底部硅胶加热片(功率密度 25W/m²)启动;<-10℃时,模组间 PTC 加热器(工作温度 - 40℃~80℃)投入运行;<-20℃时,启动热泵系统(COP=2.5),利用环境热量加热冷却液。能量回收机制提升效率:将电机废热通过热交换器引入电池箱,在 - 15℃环境下可满足 60% 的加热需求,降低能耗;制动能量优先用于电池预热,使从 - 25℃升温至 25℃的时间缩短至 25 分钟。这些设计使电池箱在 - 30℃环境下的容量保持率达 75%,循环寿命衰减率控制在每年≤8%,满足寒区车辆与储能系统需求。电池箱的电芯均衡电路可保证各节电芯电压一致性,延长寿命。塔式电池箱加工
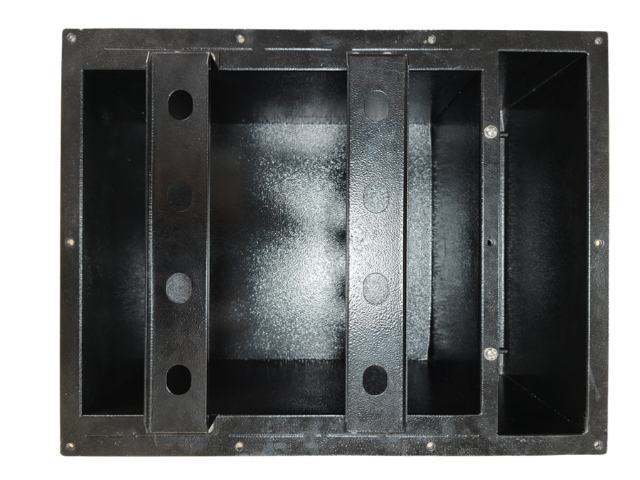
新能源汽车动力电池箱的结构设计需深度匹配车辆底盘布局,形成 “空间利用率” 与 “安全冗余” 的动态平衡。主流车型采用下置式布局,箱体通过强度高的螺栓与车身纵梁连接,底部配备防撞横梁(抗拉强度≥1000MPa),可抵御 10kN 以上的冲击载荷。内部采用 “电芯 - 模组 - Pack” 三级架构:电芯通过激光焊接固定于模组支架,模组间预留 5-8mm 缓冲间隙(填充阻燃泡棉),整体通过导轨滑入箱体内腔,便于后期维护更换。为适配不同车型,电池箱衍生出多种形态:轿车多采用平板式箱体(高度≤150mm),以降低重心;SUV 则允许更高的箱体高度(200-250mm),可容纳更多电芯;商用车(如客车)则采用侧挂式箱体,通过单独悬架减少颠簸对电池的影响。此外,箱体材料多选用 5 系铝合金(如 5083),经 T6 热处理后,在保证抗拉强度(≥300MPa)的同时,比钢制箱体减重 40% 以上,直接提升车辆续航里程。东莞储能电池箱机柜厂家电池箱的充电接口需具备防反接设计,避免误操作损坏电芯。
电池箱在运输、安装及使用过程中需承受持续振动与突发冲击,其防护设计需覆盖全生命周期的力学载荷。振动防护通过多级缓冲实现:电芯与模组之间采用硅胶垫(硬度 50-60 Shore A),可吸收 10-2000Hz 的高频振动;模组与箱体之间安装弹簧减震器(阻尼系数 0.2-0.3),衰减低频共振(1-10Hz),尤其适合商用车(如卡车)的颠簸路况。冲击防护则聚焦结构强度:箱体框架采用矩形钢管焊接(壁厚 3-5mm),形成抗扭刚度≥10^4 N・m/rad 的承载结构;边角部位加装加强筋(截面尺寸≥20mm×20mm),在 100G 加速度的冲击下(如车辆碰撞)仍能保持形状完整。针对动力电池箱,还需通过 “底部球击测试”(直径 150mm 钢球,从 1m 高度坠落),验证箱体对尖锐物体撞击的抵抗能力。在储能领域,电池箱需满足 ISTA 3A 运输标准,通过随机振动(0.5-2Hz,位移 15mm;2-500Hz,加速度 2.5G)和跌落测试(1.2 米六面跌落),确保运输过程中电芯不受损伤。
现代电池箱已升级为 “智能终端”,通过多维感知与 AI 算法实现全生命周期管理。感知层部署 12 类传感器:红外测温仪(精度 ±0.5℃)监测电芯表面温度,霍尔传感器采集充放电电流(量程 ±500A,精度 0.5%),气压传感器(分辨率 1Pa)检测箱内气体泄漏,三轴加速度计(量程 ±16G)判断安装稳定性。数据通过 5G 模块传输至云端平台,边缘计算节点实时分析特征参数:当检测到电芯一致性偏差>5% 时,自动启动均衡电路;当振动幅值>2G 且持续 10 秒,推送安装松动预警。预测性维护算法基于 LSTM 神经网络,通过分析 3 个月内的温度波动、内阻变化等 18 项参数,提前 14 天预测电芯衰减趋势,准确率达 89%。运维系统支持远程控制:可远程启动加热 / 冷却系统,调整充放电截止电压,甚至执行电池均衡,使维护成本降低 40%。这种智能化设计使电池箱的故障检出率提升至 98%,大幅减少非计划停机时间。电池箱的壳体材料多选用铝合金或阻燃 ABS,兼顾散热与防火。

电气安全是电池箱设计的关键,需通过多重防护避免短路与触电风险。内部线束采用耐温 125℃的交联聚乙烯绝缘线,接口处使用防水航空插头,插拔寿命≥500 次。正负极汇流排之间保持≥10mm 的爬电距离,绝缘电阻≥100MΩ,通过 DC500V 绝缘耐压测试。箱体内安装熔断器与继电器,当检测到短路电流超过 200A 时,10ms 内切断回路。部分电池箱集成绝缘监测模块,实时测量电芯与箱体间的漏电流,超过 50mA 时触发声光报警。此外,箱体与接地端子可靠连接,接地电阻≤4Ω,形成完整的电气安全防护体系。电池箱的容量标识需清晰标注额定容量与实际可用容量。江苏4U电池箱样品订制
冷链车电池箱需与制冷系统联动,优先保障温控供电。塔式电池箱加工
电池箱设计需贯穿全生命周期理念,兼顾使用性能与回收利用。箱体结构采用螺栓连接而非焊接,拆解效率提升 80%,材料回收率达 95% 以上。关键部件标注材料成分与回收标识,符合欧盟 WEEE 指令要求。通过 BMS 记录的循环次数、充放电深度等数据,可精确评估剩余寿命,为梯次利用提供依据(如从车用退役后可用于储能,再利用寿命可达 5 年以上)。生产过程采用低碳工艺,箱体铝材选用再生铝(占比≥30%),减少碳排放 30%,助力新能源系统的全链条绿色发展。塔式电池箱加工
iok 品牌机架式电池箱的模块化设计,完美契合了现代储能系统 “弹性扩容、便捷维护” 的需求。它遵循 “接口标准化 - 功能单独化 - 管理集群化” 的设计原则,外部尺寸严格兼容 19 英寸机架标准,安装孔位误差≤±0.5mm,配备叉车孔与吊装环双重搬运结构,单模块安装时间可控制在 30 分钟内,实现 “即插即用” 的高效部署。每个模块箱内置完整的 BMS 子系统、热管理单元与储能电芯,可单独完成充放电控制与安全监测,模块间无直接电气连接,有效避免故障扩散。通过集群控制器可实现 32 个模块并联协同,用户只需增加模块数量就能完成系统扩容,无需改造现有设备,将储能电站扩容成本降低 40%,建设周...
- 江苏电池箱钣金订制 2026-02-03
- 江苏AI电池箱生产厂家 2026-02-03
- 深圳网安电池箱机柜厂家 2026-02-02
- 中山3U电池箱加工 2026-02-02
- 上海电池箱订制 2026-01-28
- 江苏IOK电池箱加工订制 2026-01-27
- 中山不锈钢电池箱订制 2026-01-27
- 江苏4U电池箱订制 2026-01-27
- 珠海塔式电池箱机柜厂家 2026-01-27
- 珠海网安电池箱钣金订制 2026-01-27

- 广州塔式电池箱加工厂 2026-01-26
- 广东6U电池箱加工 2026-01-24
- 中山3U电池箱加工厂 2026-01-23
- 广州2U电池箱样品订制 2026-01-23
- 江苏铝合金电池箱厂家 2026-01-05
- 浙江1U电池箱加工 2026-01-05






- 天津GPU服务器机箱源头厂家 02-09
- 西城区研究所机箱加工厂 02-09
- 塔式服务器机箱 02-09
- 徐汇区网络机箱专业钣金加工厂家 02-09
- 密云区塔式机箱加工厂 02-09
- 怀柔区不锈钢服务器机箱外壳 02-09
- 皇姑区工业机箱钣金订制 02-09
- 中山区工业机箱品牌 02-09
- 西城区网安机箱源头厂家 02-09
- 中正区6U服务器机箱加工 02-09