球形铝合金粉体用于SLM 3D打印,其流动性提升使铺粉均匀性达98%,打印件抗拉强度达400MPa,延伸率12%。例如,制备的汽车发动机活塞毛坯重量减轻30%,散热性能提升25%。 海洋工程应用球形镍基合金粉体用于海水腐蚀防护涂层,其耐蚀性提升2个数量级。例如,在深海管道上应用该涂层,可使服役寿命延长至50年,维护成本降低60%。石油化工应用球形钨铬钴合金粉体用于高温阀门密封面,其耐磨性提升3倍。例如,在加氢反应器阀门上应用该材料,可使密封面使用寿命延长至8年,泄漏率降低至1×10⁻⁹Pa·m³/s。设备的操作流程简洁,减少了操作失误的可能性。平顶山选择等离子体粉末球化设备
安全防护与应急机制设备采用双重安全防护:***层为物理隔离(如耐高温陶瓷挡板),第二层为气体快速冷却系统。当检测到等离子体异常时,系统0.1秒内切断电源并启动惰性气体吹扫,防止设备损坏和人员伤害。节能设计与环保特性等离子体发生器采用直流电源与IGBT逆变技术,能耗降低20%。反应室余热通过热交换器回收,用于预热进料气体或加热生活用水。废气经催化燃烧后排放,NOx和颗粒物排放浓度低于国家标准。在3D打印领域,球化粉末可***提升零件的力学性能。例如,某企业使用球化钨粉打印的航空发动机喷嘴,疲劳寿命提高40%。在电子封装领域,球化银粉的接触电阻降低至0.5mΩ·cm²,满足高密度互连需求。武汉稳定等离子体粉末球化设备设备设备的生产过程可视化,便于管理和控制。
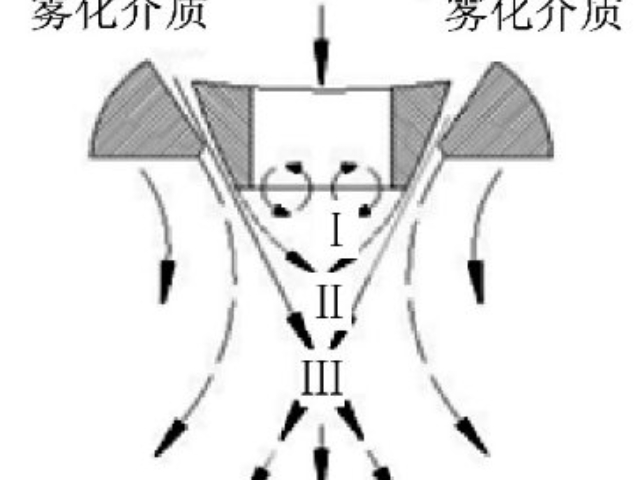
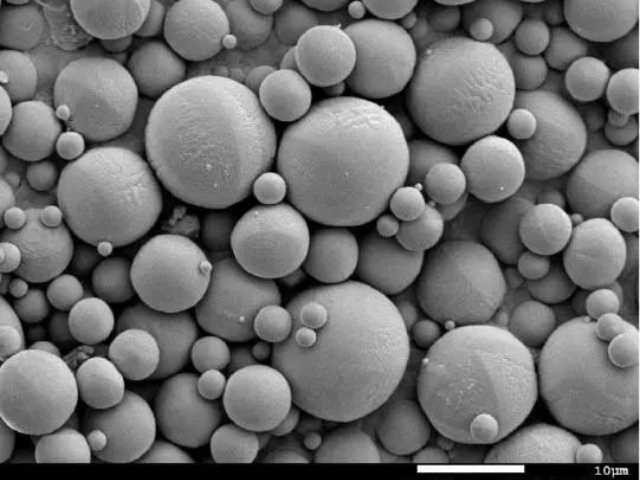
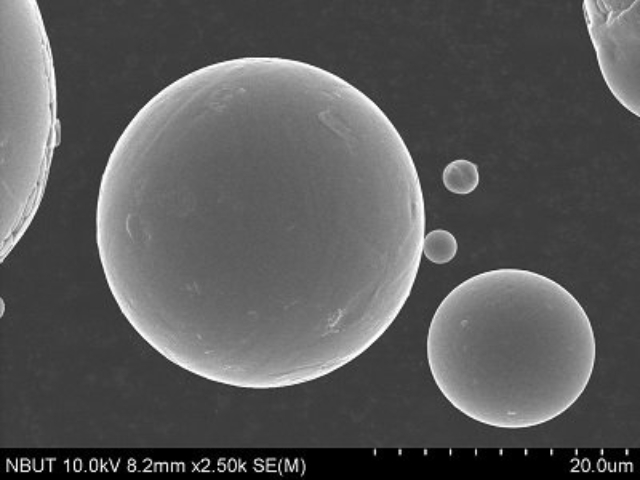
热传导与对流机制在等离子体球化过程中,粉末颗粒的加热主要通过热传导和对流机制实现。热传导是指热量从高温区域向低温区域的传递,等离子体炬的高温区域通过热传导将热量传递给粉末颗粒。对流是指气体流动带动热量传递,等离子体中的高温气体流动可以将热量传递给粉末颗粒。这两种机制共同作用,使粉末颗粒迅速吸热熔化。例如,在感应等离子体球化过程中,粉末颗粒在穿过等离子体炬高温区域时,通过辐射、对流、传导等机制吸收热量并熔融。表面张力与球形度关系表面张力是影响粉末球形度的关键因素。表面张力越大,粉末颗粒在熔融状态下越容易形成球形液滴,球化后的球形度也越高。同时,表面张力还会影响粉末颗粒的表面光滑度。表面张力较大的粉末颗粒在凝固过程中,表面更容易收缩,形成光滑的表面。例如,射频等离子体球化处理后的WC–Co粉末,由于表面张力的作用,颗粒表面变得光滑,球形度达到100%。
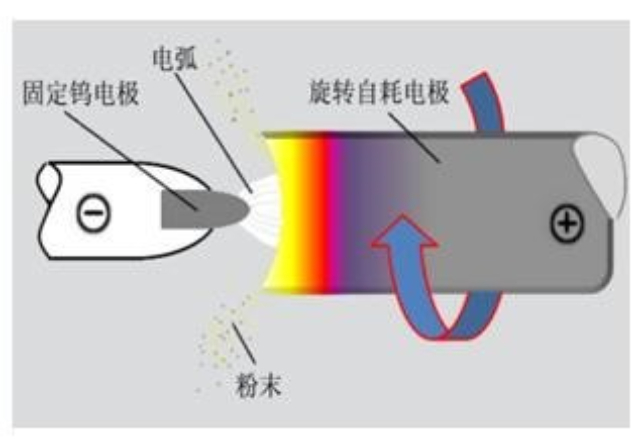
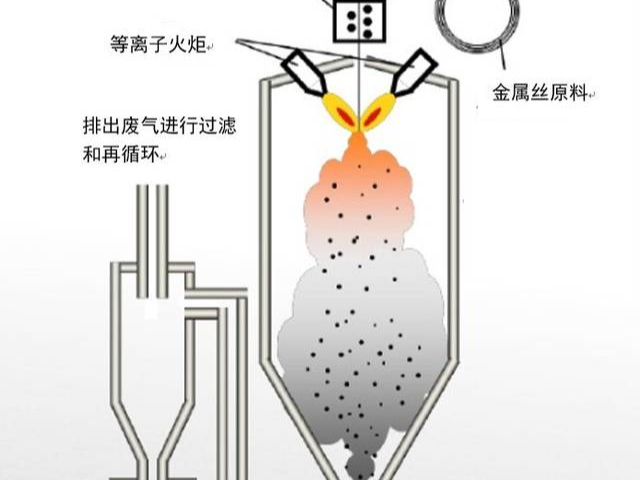
等离子体粉末球化设备基于高温等离子体的物理化学特性,通过以下技术路径实现粉末颗粒的球形化:等离子体生成与维持:设备利用高频感应线圈或射频电源激发工作气体(如氩气、氢气混合气体),形成稳定的高温等离子体炬,其**温度可达10,000 K以上,具备高焓值和能量密度。粉末输送与加热:待处理粉末通过载气(如氩气)输送至等离子体高温区。粉末颗粒在极短时间内吸收等离子体辐射、对流及传导的热量,表面或整体熔融为液态。表面张力驱动球形化:熔融态粉末在表面张力作用下自发收缩为球形液滴,此过程由等离子体的高温梯度加速,确保液滴形态快速稳定。骤冷凝固:球形液滴脱离等离子体后,进入急冷室或热交换器,在毫秒级时间内冷却固化,形成高球形度、低缺陷的粉末颗粒。粉末收集与尾气处理:球形粉末通过旋风分离器或粉末收集系统回收,尾气经除尘、净化后排放,确保工艺环保性。设备的安全性能高,保障了操作人员的安全。
气体保护与杂质控制设备配备高纯度氩气循环系统,氧含量≤10ppm,避免粉末氧化。反应室采用真空抽气与气体置换技术,进一步降低杂质含量。例如,在钼粉球化过程中,氧含量从原料的0.3%降至0.02%,满足航空航天级材料标准。自动化与智能化系统集成PLC控制系统与触摸屏界面,实现进料速度、气体流量、电流强度的自动调节。配备在线粒度分析仪和形貌检测仪,实时反馈球化效果。例如,当检测到粒径偏差超过±5%时,系统自动调整进料量或等离子体功率。设备的智能监控系统,实时反馈生产状态。平顶山安全等离子体粉末球化设备装置
该设备在电子行业的应用,提升了产品的性能稳定性。平顶山选择等离子体粉末球化设备
粉末的杂质含量控制粉末中的杂质含量会影响其性能和应用。在等离子体球化过程中,需要严格控制粉末的杂质含量。一方面,要保证原料粉末的纯度,避免引入过多的杂质。另一方面,要防止在球化过程中产生新的杂质。例如,在制备球形钨粉的过程中,通过优化球化工艺参数,可以降低粉末中碳和氧等杂质的含量。等离子体球化与粉末的相组成等离子体球化过程可能会影响粉末的相组成。不同的球化工艺参数会导致粉末发生不同的相变。例如,在制备球形陶瓷粉末时,通过调整等离子体温度和冷却速度,可以控制陶瓷粉末的相组成,从而获得具有特定性能的粉末。了解等离子体球化与粉末相组成的关系,对于开发具有特定性能的粉末材料具有重要意义。平顶山选择等离子体粉末球化设备