- 品牌
- 宇兴公司
- 型号
- 模切、涂胶、医疗
- 材质
- PET,PE
- 硬度
- 软质
离型膜通常会遇到以下问题1:胶带和离型膜贴合机后,部分胶带在去除时反向去除,并传输“啪”“啪”声响。原因:摆脱时发出声音,起初是离型膜离型力过大,其次是调胶不均造成的。2:造成反摆脱,应该摆脱的原料没有摆脱。原因:直接摆脱的原因PET分离膜的分离力是不合理的。由于分离膜的原始检查不合格,检查机械设备不完整,生产过程不够稳定,促进分离膜的分离力不均匀,波动很大。3:冲切好放置一段时间后离型膜和胶带无法摆脱。原因:放置后胶带和离型膜无法摆脱,一般是因为胶水调整不均匀,有些地区离型力不够,导致胶带无法摆脱。4:分离膜会导致静电感应和灰尘吸附。原因:不在清洁车间进行,为了解决灰尘困难,一个可配备清洁车间,在清洁车间生产加工,二是使用抗静电PET离型膜原料。离型剂不脱落热转印胶片PET膜。江苏硅油离型膜批发商
离型膜
PET离型膜的分类单面PET离型膜HDPE(低压聚乙烯)PET离型膜;用于密封胶带等防水卷材LDPE(高压聚乙烯)PET离型膜;机械产品包装、热熔胶包装、卫生护理用品(尿布)、防腐卷材等。BOPP(拉伸聚丙烯)PET离型膜;用于密封胶带、无声胶带等PET(拉伸聚酯)PET离型膜;背胶保护等双面PET离型膜;红色/绿色聚烯烃;(PE)。双面PET离型膜用于透明的泡棉胶带PET双面PET双面胶抗晒隔离膜(HDPE银涂膜);防水卷材防晒降温采用增强型镀铝基材BOPP增强型(BOPET)。浙江硅油离型膜批量定制离型膜一般要在怎样的环境条件下保存?

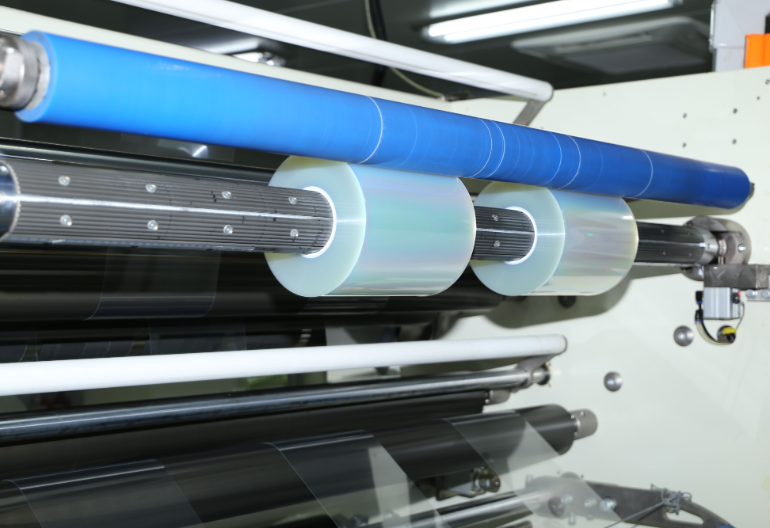
分切与复卷是pet离型膜出厂前的一道关键工序,精度控制直接影响下游使用体验。分切环节需采用圆刀分切机,刀刃硬度需达到HRC58以上,分切速度控制在100-200m/min,确保切口无毛刺,边缘直线度误差≤0.1mm/m。复卷时需控制两个参数:一是张力,根据膜材厚度设定为5-20N,张力波动范围需≤±1N,避免出现膜卷起皱或松紧不均;二是卷径精度,成品膜卷的直径误差应≤±2mm,端面平齐度≤0.3mm。此外,复卷过程中需安装在线缺陷检测系统,可识别≥0.1mm的、杂质等缺陷,确保出厂产品合格率。
PET热封膜普通PET属于结晶性聚合物,PET薄膜经过拉伸取向后,会产生较大程度的结晶,如对其进行热封的话,会产生收缩变形,故普通的PET薄膜不具备热封性能。PET薄膜在用做商品包装时,为解决其热封口问题,通常采用将BOPET薄膜与PE薄膜或CPP薄膜进行复合的方法,从而在一定程度上限制了BOPET薄膜的应用。为了解决热封问题,通过对PET树脂的改性,并且采用A/B/C三层结构的模头,现已开发出三层共挤的热封型PET薄膜,这种热封型PET薄膜的由于有一面是可热封层,故可直接进行热封合,使用十分方便。热封型PET薄膜可广泛应用于各种商品的包装和护卡膜等领域。7,PET热收缩膜聚酯热收缩薄膜是一种新型热收缩包装材料。由于它具有易于回收、无毒、无味、机械性能好、特别是符合环境保护等特点,在发达国家聚酯(PET)已成为取代聚氯乙烯(PVC)热收缩薄膜的理想替代品。但是,普通聚酯是结晶型高聚物,普通PET薄膜经过特殊工艺处理只能得到30%以下的热收缩率。细数热熔胶膜中带离型纸、离型膜以及光膜的区别 。

离型力的精细调控是pet离型膜生产的技术,主要通过三种方式实现:一是调整离型剂浓度,在一定范围内,固含量每增加1%,离型力可提升5-8g/in,通过精确配比可实现±2g/in的离型力控制;二是控制涂布厚度,采用精密微凹辊涂布,辊网目数从100线到400线可调,涂布厚度可在0.1-1μm之间精细调节,厚度每增加0.1μm,离型力约提升3-5g/in;三是优化固化参数,UV固化时间每延长1秒,交联度提升5%-8%,离型力相应增加2-3g/in。通过这三种方式的组合调控,可实现5-100g/in范围内任意离型力的定制生产。离型膜厂家怎么对离型膜的分类及运用的。深圳蓝色离型膜厂
PET离型膜使用常见问题因素与解决方案。江苏硅油离型膜批发商
模切离型膜的时候会发生什么问题:胶带和离型膜贴合机后,部分胶带在去除时反向去除,并传输“啪”“啪”声响。原因:摆脱时发出声音,起初是离型膜离型力过大,其次是调胶不均造成的。2:造成反摆脱,应该摆脱的原料没有摆脱。原因:直接摆脱的原因PET分离膜的分离力是不合理的。由于分离膜的原始检查不合格,检查机械设备不完整,生产过程不够稳定,促进分离膜的分离力不均匀,波动很大。3:冲切好放置一段时间后离型膜和胶带无法摆脱。原因:放置后胶带和离型膜无法摆脱,一般是因为胶水调整不均匀,有些地区离型力不够,导致胶带无法摆脱。4:分离膜会导致静电感应和灰尘吸附。原因:不在清洁车间进行,为了解决灰尘困难,一个可配备清洁车间,在清洁车间生产加工,二是使用抗静电PET离型膜原料。江苏硅油离型膜批发商
- 浙江单淋单硅离型膜厂 2025-12-25
- 浙江硅油离型膜厂 2025-12-25
- 江苏压纹离型膜现货 2025-12-25
- 软包装离型膜 2025-12-25
- 汕头硅油离型膜用途 2025-12-25
- 深圳单面离型膜供应商 2025-12-24