- 品牌
- 三千
- 型号
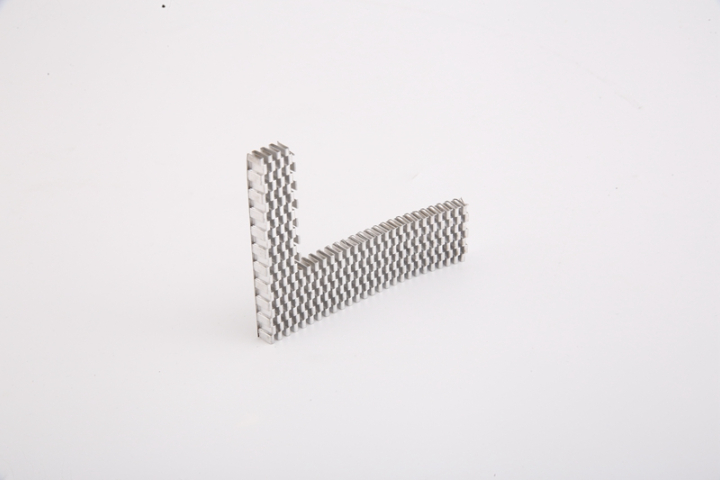
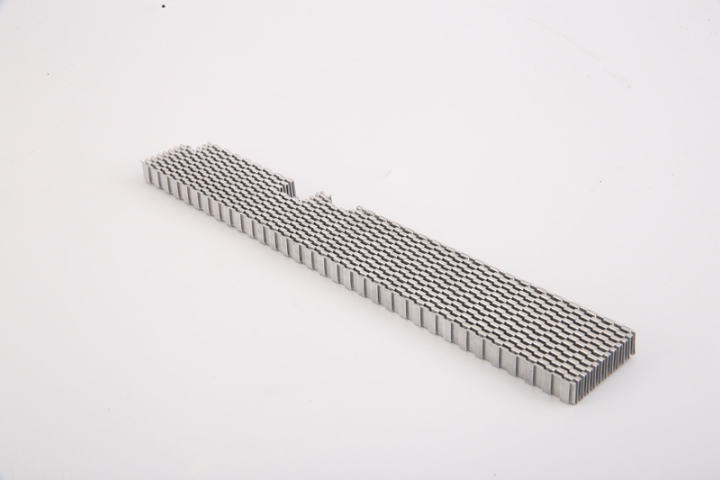
- 波纹翅片
折叠翅片是热交换器的关键零部件适用于:机械散热器,热交换器,风电,轨道交通液冷板,制冷设备,材质为不锈钢、铝、铜、钛、镍均可。主要有:平直型,波纹型,锯齿型,百叶窗型,多孔型,具体尺寸与形状按可按客户要求订做成型模具。叠翅片是热交换器的关键零部件适用于:机械散热器,热交换器,风电,轨道交通液冷板,制冷设备,材质为不锈钢、铝、铜、钛、镍均可。主要有:平直型,波纹型,锯齿型,百叶窗型,多孔型,具体尺寸与形状按可按客户要求订做成型模具。折叠翅片是热交换器的关键零部件适用于:机械散热器,热交换器,风电,轨道交通液冷板,制冷设备,材质为不锈钢、铝、铜、钛、镍均可。主要有:平直型,波纹型,锯齿型,百叶窗型,多孔型,具体尺寸与形状按可按客户要求订做成型模具。折叠翅片是热交换器的关键零部件适用于:机械散热器,热交换器,风电,轨道交通液冷板,制冷设备,材质为不锈钢、铝、铜、钛、镍均可。主要有:平直型,波纹型,锯齿型,百叶窗型,多孔型,具体尺寸与形状按可按客户要求订做成型模具。折叠翅片是热交换器的关键零部件适用于:机械散热器,热交换器,风电,轨道交通液冷板,制冷设备,材质为不锈钢、铝、铜、钛、镍均可。山西横流式方型冷却塔的散热翅片,常州三千科技有限公司供应。贵州燃气散热片

真空钎焊的加热操作过程是执行工艺参数,获得钎焊接头的决定性工艺过程,根据钎焊工艺方法的不同主要分为过程可便于观察调整的手工操作过程(如火焰钎焊、烙铁钎焊等)和过程难于观察调整的自动钎焊过程(如炉中钎焊、自动钎焊等)。常州三千科技给您分享真空钎焊的工艺流程。手工钎焊时,工艺过程完成的好坏与操作工人的技术水平和熟练程度密切相关。手工钎焊时应采取必要的措施保证钎焊部位的均匀加热,并尽可能防止母材和钎料的过分氧化。火焰钎焊时,应将火焰调节成还原性焰,用内焰或外焰加热工件。加热时应注意让火焰移动并侧重加热材料较厚的一侧,保证钎焊部位的均匀升温,避免对小件的长时间直接加热,以免产生局部过热。采用时时送进的钎料添加方式时,在加热过程中用钎料接触工件的方法测试加热温度,加热到温后添加钎料。手工钎焊一般不采用仪表测温,钎焊加热过程中观测钎料熔化并形成钎缝后撤离热源。为避免冷却过快可能造成的开裂,有时钎焊冷却时需采用辅助加热的方法,使工件慢慢冷却。自动钎焊时,钎焊过程成功的关键在于正确的装炉操作和工艺参数的准确执行。炉中钎焊装炉时,需保证被钎焊工件能够均匀地接受辐射,避免辐射过于密集。湖南空调散热片横流式方型冷却塔的散热翅片有些扁了,常州三千科技有限公司供应。

同样材质散热器的传热系数越高,其热工性能越好。可采用增加外壁散热面积(加翼(肋)片)、提高散热器周围空气的流动速度(如钢制串片散热器加罩)、强化散热器外表面辐射强度(如外表面饰以辐射系数高的涂料)和减少散热器各部分间(如钢制串片散热器的钢管与串片)的接触热阻等措施改善散热器的热工性能。经济指标散热器单位散热量的成本(元/W)越低,安装费用越低,使用寿命越长,其经济性越好。同样材质散热器的金属热强度(单位质量金属、每1℃传热温差的散热量(单位为W/(kg·℃)))越高,其经济性越好。安装使用和工艺方面的要求散热器应具有一定的机械强度和承压能力,应便于安装和组合成所需的散热面积;尺寸应较小,少占用房间面积和空间;安装和使用过程不易破损;制造工艺简单、适于批量生产。卫生和美观方面的要求散热器表面应光滑,易于***灰尘;外形应美观,与房间装饰协调。
[21]对板翅式热交换器周期性正弦流道中层流流体的传热性能进行研究,得出翅片流道截面结构尺寸、振幅和波长对正弦流道传热综合性能的影响。Tian[22]提出了一种可减少累积热负荷、简化流道安装并提高传热性能的流道布置方法,同时应用分布参数模型得到了换热器的温度分布,并在此基础上提出进一步的优化方案。Aliabadi等[23-24]比较评价了7种常见的用于板翅式换热器的流道结构,并加工制造、试验分析了所有流道结构,并提出了一种带有横向涡流发生器矩形翅片的板翅式换热器流道,分析了其流道内的传热及液体流动特性。刘景成等[25]设计了一种新型板翅式换热器流道结构,该新型流道结构可以增大流体的湍流性能,强化换热器的换热效果;还采用多目标优化方法对板翅式换热器导流结构参数进行了优化。横流式方型冷却塔的散热翅片电热管供应,常州三千科技有限公司供应。

技术特点功能强大的在线帮助系统及以图形交互的方式输入燃烧室及对流段的结构尺寸。利用这些功能,用户可以非常容易地完成建模工作被加热介质**多可达10股流,它们可以任意分布于炉子的各部位。它们相对于烟气可以采取逆流或并流被加热介质可以是单相流或多相流。它们可以采用多路及多管程方式可以采用气体燃料或液体燃料圆筒炉或方箱炉。燃烧段可以是单排或双排炉管。炉管可以是垂直或螺旋布置,可置于炉**或圆周排列方箱炉可以是单体或双体对流段**多可以分为9段。管子可以是光管或翅片管。对流管可以考虑来自燃烧室的辐射传热烟气排放方式有两种方式,即回收烟气能量(用烟气预热燃料),或不回收烟气能量。烟筒可以是同径或变径。烟筒可带档板燃烧室和对流段可分别单独建模可用各种单位,如:国际单位、公制单位及英制单位支持.PSF物性文件格式。广东横流式方型冷却塔的散热翅片,常州三千科技有限公司供应。甘肃固态散热片怎么装
陕西横流式方型冷却塔的散热翅片,常州三千科技有限公司供应。贵州燃气散热片
真空钎焊,是指工件加热在真空室内进行,主要用于要求质量高的产品和易氧化材料的焊接。真空钎焊炉包括具有圆筒形侧壁和门的压力容器,门的尺寸和位置设计成可封闭圆筒形侧壁的一端。工件处理系统安装在压力容器门上,用来支承金属工件进行热处理或钎焊。工件处理系统包括使工件在处理过程中转动的装置。真空系统可连接到工件,使工件内部的压力在钎焊过程中低于大气压。真空钎焊技术从四十年代开始至今,已成为一种非常有发展前途的焊接技术。早出现在电子工业上钎焊铜和不锈钢的零件,后来又应用到航空工业、原子能工业,在1959年开始应用到制造不锈钢的板翅式换热器上。现在,被***应用于空气分离设备、石油化工设备、工程机械、车、船和家电等工业部门的板翅式换热器和冷却器中。由于真空钎焊技术具有无可比拟的优点,所以在世界工业发达国家得到迅速的发展和***的应用。真空钎焊的优点:1.真空钎焊,因不用钎剂,显著提高了产品的抗腐蚀性,免除了各种污染,***的处理设备费,有好的生产条件;2.真空钎焊不仅节省大量价格昂贵的金属钎剂,而且又不需要复杂的焊剂清洗工序,降低了生产成本;3.真空钎焊钎料的湿润性和流动性良好,可以焊更复杂和狭小通道的器件。贵州燃气散热片

[21]对板翅式热交换器周期性正弦流道中层流流体的传热性能进行研究,得出翅片流道截面结构尺寸、振幅和波长对正弦流道传热综合性能的影响。Tian[22]提出了一种可减少累积热负荷、简化流道安装并提高传热性能的流道布置方法,同时应用分布参数模型得到了换热器的温度分布,并在此基础上提出进一步的优化方案。Aliabadi等[23-24]比较评价了7种常见的用于板翅式换热器的流道结构,并加工制造、试验分析了所有流道结构,并提出了一种带有横向涡流发生器矩形翅片的板翅式换热器流道,分析了其流道内的传热及液体流动特性。刘景成等[25]设计了一种新型板翅式换热器流道结构,该新型流道结构可以增大流体的湍流性能,强...







- 山西凹凸单板折叠翅片 05-14
- 湖北凹凸单板折叠翅片加工 05-14
- 河北真空钎焊折叠翅片设计 05-14
- 天津真空钎焊折叠翅片加工 05-14
- 湖北真空钎焊折叠翅片 05-14
- 黑龙江轨道交通折叠翅片厂家 05-13
- 江西铜铝合金折叠翅片 05-13
- 安徽合金折叠翅片报价 05-13
- IGBT模块折叠翅片 05-13
- 江西轨道交通折叠翅片厂家 05-13