- 品牌
- 闽诚锦业
- 型号
- 齐全
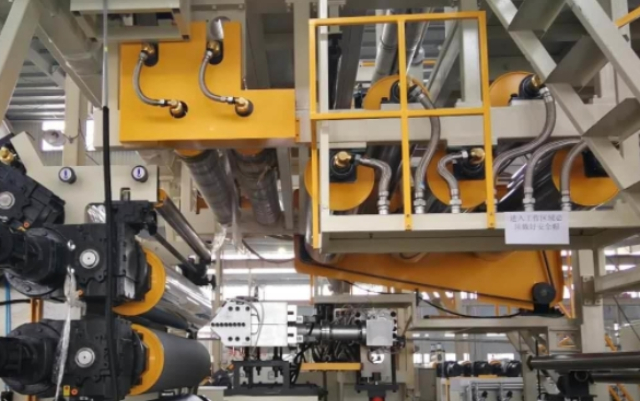
驱动系统:由减速电机(10)通过链条(9)带动转盘沿环形导轨(7)旋转,底部配置8组支撑轮(8)保持运行稳定性 [1]介质传输:中心柱(6)内置碳刷(12)和旋转通气轴(13),实现电力与压缩空气的连续供给,配套环形分布的加温水管(4/5)和气体输送管(3) [1]采用8421码编程控制系统,实现进料、成型、固化、脱模全流程自动化衔接运行速度可调范围0.5-5转/分钟,重复定位精度达到±0.1mm集成温度闭环控制系统,水温调节范围30-90℃,气压稳定在0.4-0.6MPa通过ISO 9001认证的防错机制设计,配备异常停机保护装置在包覆前对汽车内饰件注塑件表面进行喷胶处理,以提高材料的粘接效果,方便进行下一步包覆。江苏加工汽车内饰包覆生产线市场价

包覆生产线通常指的是用于生产包覆材料或产品的设备和工艺流程。这类生产线广泛应用于塑料、橡胶、纺织、电子等行业,主要用于将一种材料包覆在另一种材料表面,以提高其性能、外观或耐用性。包覆生产线的主要组成部分通常包括:原料准备:对包覆材料和基材进行预处理和准备,确保其符合生产要求。涂布设备:用于将包覆材料均匀涂布在基材表面,常见的设备有涂布机、喷涂机等。固化设备:对涂布后的产品进行固化处理,确保包覆材料与基材之间的结合牢固,常用的固化方式有热固化、紫外线固化等。昆山质量汽车内饰包覆生产线24小时服务常见的边缘处理设备包括修边机、折边机、包边机等。
由三聚氰胺浸渍的装饰纸和无纺布或羊皮纸层压而成的复合材料,是市场上新型环保的异型包覆材料。1995年,吉林森工集团露水河刨花板厂引入***条CPL生产线,2010年,该条生产线迁移至吉林森工北京门业分公司即霍尔茨木门工厂。2017年,霍尔茨凭借先进的生产力与森工集团的大力支持,购入德国惠门(Hymmen)连续压机,比较高压力可达70kg,形成霍尔茨第二条CPL材料生产线,霍尔茨CPL材料年产可达1500万平方米/年。CPL分为:0.15mm超柔软卷状,0.15mm、0.3mm卷状。
工艺控制:在包覆过程中要严格控制工艺参数如温度、压力和时间等以确保包覆质量。同时,要做好质量检测和监控工作以及时发现并解决问题。环保要求:选用的包覆材料应符合环保要求以减少对环境和人体的危害。同时,在加工过程中要采取必要的环保措施如减少废水废气排放等。综上所述,汽车内饰包覆是一项复杂而精细的工艺过程,需要综合考虑材料选择、工艺方法、设计优化以及注意事项等多个方面以确保**终的包覆效果满足用户需求并提高车辆的市场竞争力。质量检测:对包覆完成的内饰部件进行质量检查,包括外观、粘合强度、耐磨性等指标。
边缘处理设备:对包覆后的部件边缘进行处理,使其更加平整、美观且牢固。常见的边缘处理设备包括修边机、折边机、包边机等。质量检测设备:采用视觉检测系统、触觉检测装置等对包覆后的部件进行***的质量检测,确保产品质量的一致性和稳定性。出料单元:将经过质量检测合格的部件从生产线上取出,并进行分类、包装和标识,以便后续的运输和存储。三、特点与优势自动化程度高:采用自动化控制技术,能够实现从进料到出料的全流程自动化操作,减少人工干预。包覆工艺:将准备好的包覆材料准确地覆盖在内饰部件上,确保无气泡和褶皱。姑苏区需求汽车内饰包覆生产线厂家供应
涂胶:在内饰部件表面涂上粘合剂,通常使用喷涂或刷涂的方式,以确保均匀覆盖。江苏加工汽车内饰包覆生产线市场价
汽车内饰包覆生产线是一种用于对各类内饰部件表面进行包覆处理的专业生产系统。以下是对汽车内饰包覆生产线的详细介绍:一、工作原理及流程汽车内饰包覆生产线通过一系列连贯的工序,将特定的包覆材料紧密贴合在汽车内饰件表面,以提升内饰的美观度、舒适度、耐用性以及触感等性能。其工作流程大致如下:进料:由进料单元将待包覆的内饰件毛坯精细、有序地输送至生产线。该单元通常配备有自动上料机构、缓存装置以及精确的定位系统,以确保内饰件在后续加工过程中的位置准确。江苏加工汽车内饰包覆生产线市场价
苏州闽诚锦业自动化科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的汽摩及配件中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同闽诚锦业供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 太仓需求汽车内饰包覆生产线厂家电话 2026-01-02
- 吴江区加工汽车内饰包覆生产线客服电话 2025-12-31
- 常熟需求汽车内饰包覆生产线供应 2025-12-31
- 工业园区加工汽车内饰包覆生产线服务电话 2025-12-30
- 工业园区加工汽车内饰包覆生产线客服电话 2025-12-29
- 吴中区优势汽车内饰包覆生产线客服电话 2025-12-29
- 工业园区质量汽车内饰包覆生产线销售电话 2025-12-29
- 工业园区优势汽车内饰包覆生产线客服电话 2025-12-29
- 姑苏区质量汽车内饰包覆生产线厂家供应 2025-12-29
- 江苏需求汽车内饰包覆生产线服务电话 2025-12-29
- 江苏常见汽车内饰包覆生产线24小时服务 2025-12-28
- 工业园区定制汽车内饰包覆生产线销售 2025-12-28
