- 品牌
- 三千
- 型号
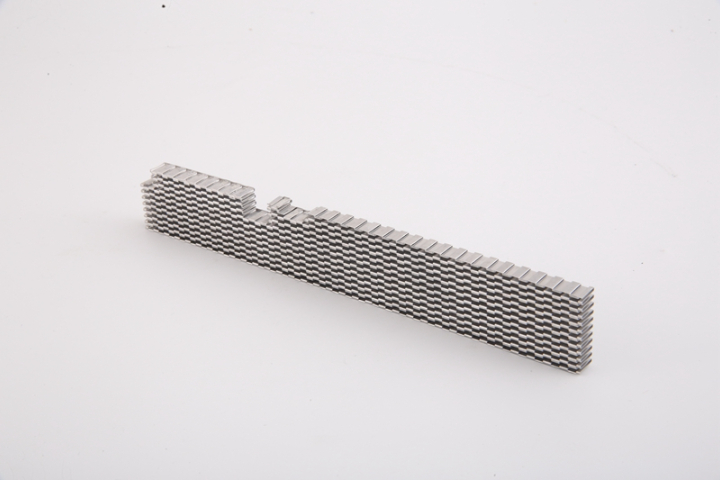
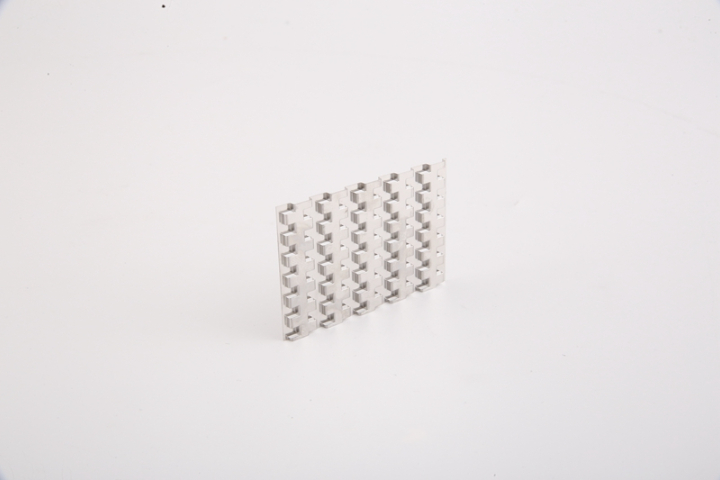
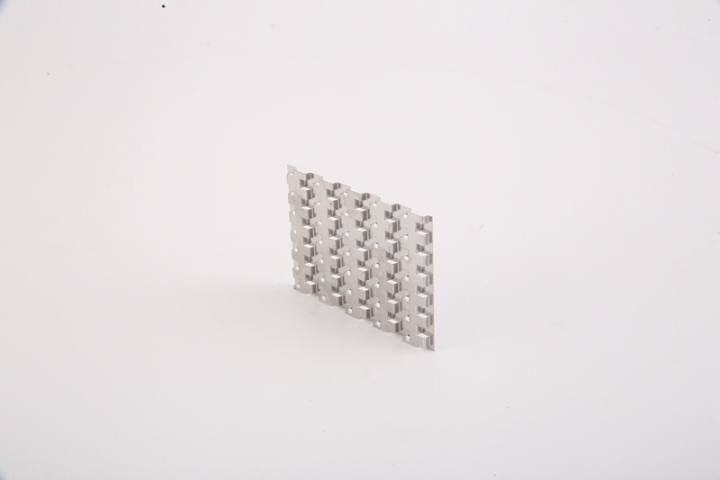
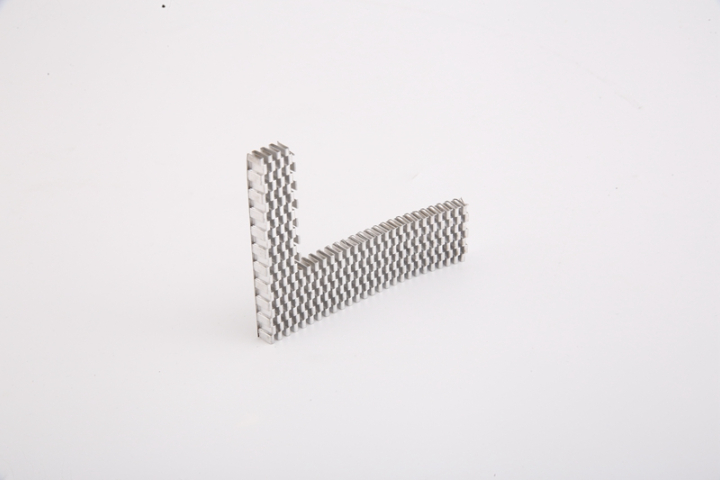
- 波纹翅片
热烈祝贺常州三千科技有限公司网站成功上线!感谢上海珍岛信息技术有限公司对我司网站的技术支持,欢迎新老朋友访问浏览网站。常州三千科技有限公司办公室地址位于长江文明和吴文化的发源地的常州,常州市武进区雪堰镇阖闾城村新湖路32号。注册资本为100万元人民币。公司主要经营散热器、换热器、冷却器、机械零部件研发、制造、加工,同时能满足不同翅形如翅高、翅距、翅厚的参数要求。公司设备齐全,生产工艺先进,品种齐全、质量可靠,价格合理。在公司发展壮大的五年里,我们有质量的产品、专业的销售和技术团队,企业严格按ISO9001-2000质量标准组织生产,质量、价格性能,我们的产品能满足您绝大部分的要求,我们始终为客户提供好的产品和技术支持、健全的售后服务。如果您对我公司的产品服务有兴趣,欢迎来电咨询!中央空调外机散热翅片电热管供应,常州三千科技有限公司供应。浙江石墨烯散热片

一台典型的板翅式换热器主要组成元件有翅片、隔板、封条、导流片和封头等。1、翅片翅片是铝板翅式换热器的基本元件,传热过程主要通过翅片热传导及翅片与流体之间的对流传热来完成。翅片的主要作用是扩大传热面积,提高换热器得紧凑性,提高传热效率,兼做隔板的支撑,提高换热器的强度和承压能力。翅片间的节距一般从1mm~,翅片的种类和型式多种多样,常用的形式有锯齿型、多孔型、平直型、波纹型等,国外还有百叶窗式翅片、片条翅片、钉状翅片等。2、隔板隔板是二层翅片之间的金属平板,,它在母体金属表面覆盖有一层钎料合金,在钎焊时合金熔化而使翅片、封条与金属平板焊接成一体。隔板把相邻两层隔开,热交换通过隔板进行,常用隔板一般厚1mm~2mm。3、封条封条在每层的四周,其作用是把介质与外界隔开。封条按其截面形状可分为燕尾槽形、槽钢形和腰鼓形三种。一般,封条的上下两个侧面应具有,以便在与隔板组合成板束时形成缝隙,利于溶剂的渗透和形成饱满的焊缝。4、导流片导流片一般布置在翅片的两端,在铝板翅式换热器中主要是起流体的进出口导向作用,以利于流体在换热器内的均匀分布,减少流动死区,提高换热效率。5、封头封头也叫集流箱。天津汽车散热片横流式方型冷却塔的散热翅片优缺点,常州三千科技有限公司供应。

1.焊缝处为轮廓焊接,会造成冷板窜水,影响散热性能;2.焊缝跨度过大会影响冷板的耐压指标;2.水冷板气体保护焊优势:1.与真空钎焊相比较,价格便宜;2.焊缝处为面接触,冷板焊接后和设计时指标相近,耐压性能好;3.适合批量生产。劣势:1.焊前需去除油污和水份(严格要求)2.焊接不良时可引起批量报废;3.焊接时需添加辅料,焊后需做热处理;4.焊缝结合处不宜振动,可引起焊缝延伸;焊接出现缺点不易补焊;5.焊接材料常用3A21和6063,同种材料焊接成本增加。3.水冷板真空钎焊优势:1.焊缝质量良好;质量稳定可靠;2.焊接时较气体保护焊,同种材料焊接质量工序简单,质量良好。劣势:1.水平焊缝形成质量稳定,纵缝可靠性较差。气体保护焊和真空钎焊,其实就相当于一辆汽车的中配和高配,追求焊接质量的良好就得投入更多的成本。以上就是常州三千科技有限公司的小编为大家总结的水冷板的三种焊接工艺,如果还有其他疑问欢迎来电咨询。
如何辨别水冷板的质量优劣的,这里就简单说说水冷板散热器的一些简单辨别知识。1.看材质,市场上大多数的散热热器的水冷散热板都是铝板埋铜管的设计方式,这种水冷板用铝与铜合金的方式性价比较高,成本相对较低。看铝与铜的质量,是否有杂质,即看原材料的优劣,这点难不倒大家。如何辨别水冷板的质量优劣的,这里就简单说说水冷板散热器的一些简单辨别知识。2.看工艺,材质可以是一样的但工艺不同,散热器的效果却截然不同的,看工艺得从两个方面入手,一方面是是否按照设计图纸进行生产,从图纸中标示的参数用相应的量具进行检查。3.另一方面,从看水冷板的做工如何,因为通过铜管埋铝板的工艺方式,会产生一个粘合度的问题,如果两者之间有缝隙的话,就会影响散热效果甚至出现漏水的情况。还有就是铜管与铝板通过埋管的工艺连合起来,再通过打磨或者飞面的工艺进行处理,使得整块水冷散热板形成一个平整的平面,判断质量优劣也可以从这个平面观察是否平整,铜管与铝板是否有融合成一个平面了,有缝隙或不平整都会影响散热效果。4.通过几个方面都可以大致判断一块散热器水冷板的优劣情况,如果要求较高,可以通过散热实测数据来断定则更加准确。贵州横流式方型冷却塔的散热翅片,常州三千科技有限公司供应。

也适用于连接某些特殊的金属,包括钛、锆、铌、钼和钽,应用范围较广。但是,真空钎焊也存在下面一些缺点:①在真空条件下金属易于挥发,因此对焊接易挥发元素的基体金属和钎料不宜使用真空钎焊,如确需使用,则应采用相应的复杂的工艺措施。②真空钎焊对钎焊零件的表面粗糙度、装配质量、配合公差等的影响比较敏感,对工作环境和操作人员的理论水平要求较高。③真空设备复杂,一次性投资大,维修费用高。那么,如何实施真空炉中钎焊工艺?在真空炉中进行钎焊操作时,将加有焊的焊件装入炉膛(或装入钎焊容器),关闭炉门(或封闭钎焊容器盖),加热前预抽真空。先启动机械泵,待真空度达到,关断机械泵与钎焊炉的直接通路,使管路通过扩散泵与钎焊炉相通,依靠机械泵与扩散泵限时工作,将钎焊炉抽至要求的真空度,然后开始通电加热。在升温加热的全过程中真空机组应持续工作,以维持炉内的真空度,抵消真空系统和钎焊炉各种接口处的空气渗漏,炉壁、夹具和焊件等吸附的气体和水蒸气的释放,金属与氧化物的挥发等使真空降低。真空钎焊有两种:高真空钎焊和部分真空(中真空)钎焊。高真空钎焊非常适于钎焊其氧化物难以分解的母材(如镍基合金)。盐城横流式方型冷却塔的散热翅片,常州三千科技有限公司供应。山东石墨烯散热片
南通横流式方型冷却塔的散热翅片,常州三千科技有限公司供应。浙江石墨烯散热片
二十世纪三十年代,板翅式换热器首先在航空工业上被采用,它结构紧凑、轻巧、传热效率高等特点引起了研究人员和设计工作者的兴趣。随后在制冷、石油化工、空气分离、航空航天、动力机械、超导等工业部门得到广泛应用,被公认是高效新型换热器之一。1942年,美国的诺利斯首先进行了平直翅片、锯齿翅片、波纹翅片、钉状翅片的传热机理研究,找出几种主要翅片的摩擦因子(f),传热因子(j)与雷诺数(Re)的关系,为以后的研究与设计奠定了基础。1947年美国海军研究署、船舶局、航空局合作在斯坦福大学拟定了系统的研究计划并扩大了研究范围。板翅式换热器发展中另一方面是制造工艺,对于结构复杂、隔板和翅片又很薄的铝合金钎焊工艺掌握是在经历了一段相当漫长又曲折过程,在突破许多关键技术后才达到***的水平。现在国外板翅式换热器比较高设计压力可达10MPa以上,以有十多种流体同时换热。我国是从20世纪60年代中期开始板翅式换热器试验研究,70年代初期自行开发成功,并首先在空分设备上得到应用。90年代初,杭氧厂引进美国,板翅式换热器生产在我国得到飞速发展。现在已在空气分离、石油化工。 浙江石墨烯散热片

[21]对板翅式热交换器周期性正弦流道中层流流体的传热性能进行研究,得出翅片流道截面结构尺寸、振幅和波长对正弦流道传热综合性能的影响。Tian[22]提出了一种可减少累积热负荷、简化流道安装并提高传热性能的流道布置方法,同时应用分布参数模型得到了换热器的温度分布,并在此基础上提出进一步的优化方案。Aliabadi等[23-24]比较评价了7种常见的用于板翅式换热器的流道结构,并加工制造、试验分析了所有流道结构,并提出了一种带有横向涡流发生器矩形翅片的板翅式换热器流道,分析了其流道内的传热及液体流动特性。刘景成等[25]设计了一种新型板翅式换热器流道结构,该新型流道结构可以增大流体的湍流性能,强...





- 内蒙古轨道交通折叠翅片加工 05-16
- 北京半导体折叠翅片报价 05-16
- 黑龙江铜铝合金折叠翅片报价 05-16
- 吉林真空钎焊折叠翅片 05-16
- 河南凹凸单板折叠翅片设计 05-16
- 液冷板折叠翅片定制 05-16
- 山西合金折叠翅片维修 05-16
- 湖南IGBT模块折叠翅片厂家 05-16
- 山东汽车散热器折叠翅片加工 05-16
- 北京汽车散热器折叠翅片报价 05-16