多芯MT-FA光组件的封装工艺是光通信领域实现高速、高密度光信号传输的重要技术之一。其工艺重要在于通过精密的V形槽基板实现多根光纤的阵列化排布,结合MT插芯的双重通道设计——前端光纤包层通道与光纤直径严格匹配,确保光纤定位精度达到亚微米级;后端涂覆层通道则通过机械固定保护光纤脆弱部分,防止封装过程中因应力导致的性能衰减。在封装流程中,光纤涂层去除后的裸纤需精确嵌入V槽,利用加压器施加均匀压力使光纤与基板紧密贴合,再通过低温固化胶水实现长久固定。此过程中,UVLED点光源技术成为关键,其精确聚焦的光斑可确保胶水只在预定区域固化,避免光学性能受损,同时低温固化特性保护了热敏光纤和芯片,防止热应力引发的位移或变形。此外,研磨工艺对端面质量的影响至关重要,42.5°反射镜研磨通过控制表面粗糙度Ra小于1纳米,实现端面全反射,将光信号转向90°后导向光器件表面,这种设计在400G/800G光模块中可明显提升并行传输效率。多芯光纤连接器支持多通道同时传输,有效提升通信网络整体带宽与容量。济南多芯光纤连接器公司
MT-FA多芯光组件的自动化组装是光通信行业向超高速、高密度方向演进的重要技术之一。随着800G/1.6T光模块在AI算力集群中的规模化部署,传统手工组装方式已无法满足多通道并行传输的精度要求。自动化组装系统通过集成高精度机械臂、视觉定位算法及在线检测模块,实现了光纤阵列(FA)与MT插芯的毫米级对准。例如,在42.5°反射镜研磨工艺中,自动化设备可同步控制12通道光纤的端面角度,确保每个通道的插入损耗低于0.2dB,且通道间均匀性差异小于0.05dB。这种精度要求源于AI训练场景对数据传输稳定性的严苛标准——单通道0.1dB的损耗波动可能导致百万级参数计算的误差累积。自动化系统通过闭环反馈机制,实时调整研磨压力与抛光时间,使端面粗糙度稳定在Ra<5nm水平,远超行业平均的Ra<10nm标准。此外,自动化产线采用模块化设计,可快速切换不同规格的MT-FA组件(如8通道、12通道或24通道),支持从100G到1.6T光模块的柔性生产,明显缩短了新产品导入周期。乌鲁木齐常用空芯光纤连接器空芯光纤连接器采用特殊材料制成,能够在高温环境下保持稳定的性。

该标准的技术指标还延伸至材料与工艺的规范性。MT插芯通常采用聚苯硫醚(PPS)或液晶聚合物(LCP)等耐高温工程塑料,通过注塑成型工艺保证结构稳定性,同时适应-40℃至85℃的宽温工作环境。光纤固定方面,标准规定使用低应力紫外固化胶将光纤嵌入V形槽,胶层厚度需控制在10μm至30μm之间,以避免微弯损耗。在端面处理上,42.5°反射镜研磨需配合角度公差±0.5°的精度控制,确保全反射效率超过99.5%。此外,标准对连接器的机械寿命提出明确要求,需通过500次插拔测试后保持插入损耗增量低于0.1dB,且回波损耗在单模应用中需达到60dB以上。这些指标共同构建了MT-FA在高速光模块中的可靠性基础,使其成为数据中心、5G前传及硅光集成领域的关键组件,尤其适用于AI算力集群中光模块内部的高密度互连场景。
通过多芯空芯光纤设计,单纤容量可提升至传统方案的4倍,同时光缆体积减少54.3%,这要求连接器具备多通道同步对接能力。此外,空芯光纤与CPO(共封装光学)技术的结合,进一步推动连接器向小型化、集成化方向发展,未来可能实现光引擎与连接器的一体化设计,降低AI服务器内的功耗与噪声。尽管当前成本仍是制约因素,但随着氢气、氦气等原材料价格的下降,以及制造工艺的成熟,连接器的量产成本有望在未来3-5年内大幅降低,为空芯光纤在6G、量子通信等前沿领域的普及奠定基础。纺织工业设备上,多芯光纤连接器适应高速运转环境,稳定传输控制数据。

在测试环节,自动化插回损一体机成为质量管控的重要工具,其集成的多通道光功率计与电动平移台可同步完成插损、回损及极性验证,测试效率较手动操作提升300%以上。更值得关注的是,随着CPO(共封装光学)与硅光技术的融合,MT-FA组件需适应更高密度的光引擎集成需求,这要求插损优化从单器件层面延伸至系统级协同设计。例如,通过仿真软件模拟多芯阵列在高速信号下的热应力分布,可提前调整研磨角度与胶水固化参数,使组件在-25℃至70℃工作温度范围内的插损波动小于0.05dB。这种从材料、工艺到测试的全链条优化,正推动MT-FA技术向1.6T光模块应用迈进,为AI算力基础设施提供更稳定的光互联解决方案。多芯光纤连接器可快速插拔,方便网络设备维护与升级操作。贵阳空芯光纤连接器公司
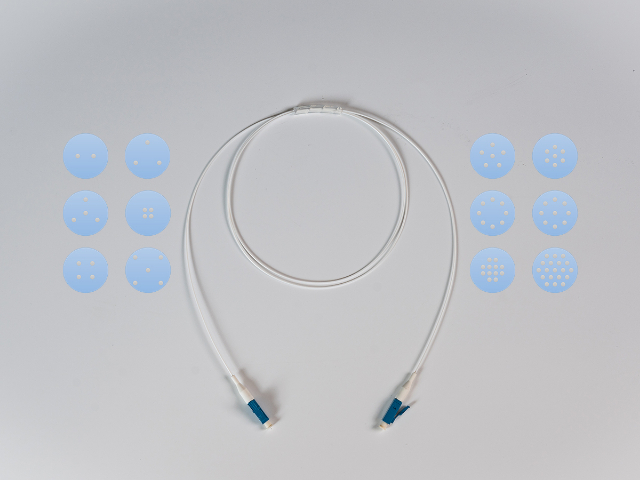
采用微孔阵列定位技术的多芯光纤连接器,纤芯间距精度达到250μm±1μm。济南多芯光纤连接器公司
多芯MT-FA光组件的可靠性测试需覆盖机械完整性、环境适应性及长期工作稳定性三大重要维度。在机械性能方面,气密封装器件需通过热冲击测试,即在0℃冰水与100℃开水中交替浸泡15个循环,每个循环需在5分钟内完成温度切换,以验证内部气体膨胀收缩及材料热胀冷缩导致的应力释放能力。非气密器件则需重点测试尾纤受力性能,包括轴向扭转、侧向拉力及轴向拉力测试,其中轴向拉力需根据光纤类型设定参数,例如0.25mm带涂覆层光纤需施加10N拉力并保持1000次循环,确保连接器与光纤的机械结合强度。环境适应性测试包含高低温循环、湿热及冷凝等项目,其中室外应用器件需在-40℃至85℃温度范围内完成500次循环,升降温速率不低于10℃/min,以模拟极端气候条件下的材料膨胀差异;湿热测试则采用85℃/85%RH条件持续2000小时,重点考察非气密器件的吸湿膨胀及金属部件氧化问题,而气密器件需通过氦质谱检漏验证密封性。济南多芯光纤连接器公司
多芯光纤连接器作为光通信网络中的重要组件,承担着实现多路光信号同步传输与精确对接的关键任务。其设计重...
【详情】MT-FA多芯光组件的插损优化是光通信领域提升数据传输效率与可靠性的重要环节。其重要挑战在于多通道并...
【详情】针对多芯阵列的特殊结构,失效定位需突破传统单芯分析方法。某案例中组件在-40℃~85℃温循试验后出现...
【详情】从应用场景看,高密度多芯光纤MT-FA连接器已深度融入光模块的内部微连接体系。在硅光集成方案中,该连...
【详情】规模化部署场景下的供应链韧性建设成为关键竞争要素。随着全球数据中心对800G光模块需求突破千万只量级...
【详情】多芯光纤MT-FA连接器的认证标准需围绕光学性能、机械可靠性与环境适应性三大重要维度构建。在光学性能...
【详情】多芯光纤MT-FA连接器作为光通信领域的关键组件,其重要价值在于通过高密度并行传输技术满足AI算力与...
【详情】在AI算力基础设施高速迭代的背景下,多芯MT-FA光组件已成为数据中心与超算中心光互连系统的重要部件...
【详情】多芯MT-FA光组件的封装工艺是光通信领域实现高速、高密度光信号传输的重要技术之一。其工艺重要在于通...
【详情】多芯光纤连接器的标准化进程对其大规模应用起到决定性作用。国际电工委员会(IEC)与电信标准化部门(I...
【详情】多芯MT-FA光纤连接器市场正经历由AI算力需求驱动的结构性变革。随着全球数据中心向400G/800...
【详情】多芯MT-FA光纤连接器市场正经历由AI算力需求驱动的结构性变革。随着全球数据中心向400G/800...
【详情】