- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 全生命周期管理
- 服务内容
- 设备售后维保管理
- 工作时间
- 7*24
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州
在维护管理方面,数字化系统实现了从被动应对到主动预防的转变。智能工单系统根据设备状态自动生成维护任务,并基于维修人员技能、位置等因素进行比较好分配。某化工企业应用后,工单响应速度提升70%,维修效率提高45%。知识管理系统则通过结构化存储维修案例和经验,形成企业专属的设备维护知识库,某航空维修企业借此将新人培养周期从6个月缩短至8周。备件与耗材管理是设备管理的重要环节。智能库存系统通过分析设备故障模式、备件使用寿命等数据,建立动态库存模型。某半导体制造厂应用后,在确保维修需求的前提下,备件库存资金占用减少35%。全流程追溯功能则实现了从供应商管理到报废处置的闭环跟踪,某工程机械企业借此将备件管理效率提升50%。优化维护计划,减少过度维护或维护不足,延长设备使用寿命。青岛机床设备全生命周期管理系统
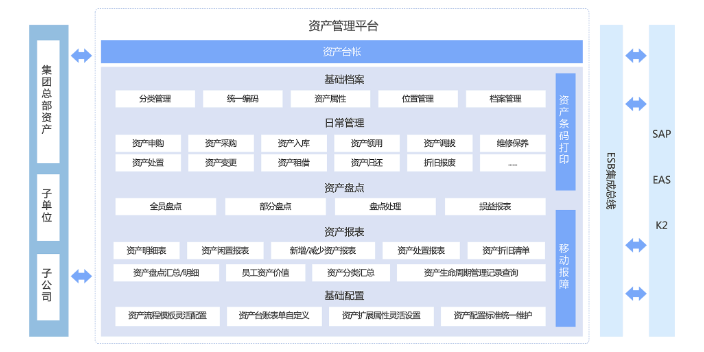
固定资产管理的条码管理系统,改变了固定资产盘点数据的采集方式,解决了固定资产实物盘点的瓶颈问题,提高了盘点效率,同时加大了固定资产的管理力度,有效解决了企业资产的管理难题,使企业更加轻松有效地管理固定资产。如果能在公司内部建立固定资产的管理,相关管理人员和各级领导可以快速查询和统计固定资产的情况,实现资源的合理配置,为决策提供依据,提高工作效率。固定资产的条形码管理通过跟踪条形码来帮助管理资产的整个生命周期。每一笔新购资产的相关数据输入电脑后,电脑会自动打印生成不干胶条形码。条形码的内容可以由用户自行设置,包括固定资产的名称、购买日期、存放(使用部门)等内容。在固定资产上贴条形码,不仅明确区分了使用固定资产的部门,也给盘点带来了极大的便利。盘点人员不需要记录资产代码和核对账册进行盘点,只需要通过特用的条码识别器读取固定资产上的条码,条码信息自动存储在条码识别器中。条形码识别器和超市用的很像,但又很不一样。这种条形码识别器由电池供电,所以不需要用电线连接。盘点人员可以方便地携带到任何地方进行相互验证,读取的信息存储在条形码识别器中。黑龙江智能设备全生命周期管理系统定期开展培训,提升员工对设备功能的利用率。

(3)运行监控与状态管理实时数据采集:通过物联网(IoT)传感器采集设备运行数据(如温度、振动、能耗)。异常预警:基于AI算法分析数据趋势,提前发现潜在故障并触发报警。能效优化:监测设备能耗,识别高耗能环节并提供节能建议。(4)维护保养与故障管理预防性维护(PM):根据设备使用时间、运行状态自动生成维护计划。预测性维护(PdM):利用机器学习预测设备剩余寿命(RUL),减少突发故障。工单管理:实现报修、派单、维修、验收的闭环流程,提升响应效率。(5)退役与报废管理退役评估:基于设备性能、维修成本、技术淘汰等因素,判断是否报废或翻新。残值计算:评估设备剩余价值,优化资产处置方式(如二手出售、拆解回收)。环保合规:确保报废过程符合环保法规,避免法律风险。
在智能制造与工业互联网快速发展的背景下,设备管理正经历着从传统人工维护向数字化、智能化管理的深刻变革。现代工业设备管理系统通过整合物联网、大数据、人工智能等新一代信息技术,构建起覆盖设备采购、运行、维护到报废的全生命周期管理体系,为工业企业提质增效提供了有力支撑。在设备资产管理方面,数字化管理系统实现了设备档案的电子化与标准化。通过建立包含设备技术参数、维护记录、运行数据等信息的完整数据库,企业可以随时调取任何设备的全生命周期信息。某大型装备制造企业应用系统后,设备信息查询效率提升80%,设备台账管理人力成本降低60%。更重要的是,系统支持基于设备运行数据的价值评估,为企业设备更新改造决策提供科学依据。规范设备报废与处置流程,减少环境污染,支持企业可持续发展目标。
设备管理作为工业生产的重要组成部分,其发展历程可追溯至工业时期。从"事后维修"模式,到20世纪50年代提出的"预防性维护"概念,再到80年代兴起的"全员生产维护(TPM)"理念,设备管理经历了数次重大变革。进入21世纪后,随着信息技术的高速发展,设备管理正式迈入了"全生命周期管理"的新纪元。设备全生命周期管理系统是企业数字化转型的重要组成部分,它通过数据驱动和智能化手段,实现设备管理从“被动维修”到“主动优化”的转变。未来,随着AI、物联网、数字孪生等技术的深度融合,设备管理将更加自动化、精细化,助力企业降本增效,提升市场竞争力。对于企业而言,选择合适的ELMS解决方案,并分阶段实施(如从关键设备试点到全面推广),是成功落地的关键策略。实现设备管理流程自动化,减少人工操作与纸质记录,提升数据准确性。海南设备全生命周期管理系统开发
根据设备折旧情况(如直线折旧法)和市场需求,评估残值,选择出售或回收。青岛机床设备全生命周期管理系统
设备全生命周期管理产生的数据具有体量大、类型多、速度快和价值密度低等典型特征,其中单台设备日均可产生GB级数据,这些数据既包括结构化数据也包含非结构化数据,要求系统具备实时或准实时处理能力,同时需要通过专业分析方法从海量数据中提取有价值的信息。机器学习在设备管理中的应用主要体现在基于深度学习的异常检测实现故障诊断、使用LSTM网络进行RUL预测实现寿命预测以及运用强化学习优化维护计划制定等方面,这些先进算法的应用极大地提升了设备管理的智能化水平。青岛机床设备全生命周期管理系统
首先,这是一个设备信息化管理系统,它可以帮助您实现设备的全生命周期管理,从设备的采购、安装、使用、维护,到设备的报废,每一个环节都可以实现精细化管理。这样不仅可以提高设备的使用效率,延长设备的使用寿命,还可以降低设备的维护成本,提高企业的运营效率。其次,这个系统是我们为助力企业数字化转型而设计的。在当前的数字化时代,企业的每一个环节都需要实现数字化,而设备管理是企业运营的重要环节之一。通过我们的设备全生命周期管理系统,您可以实现设备管理的数字化,提高企业的运营效率,提升企业的竞争力。我们的系统可以根据您的需求进行灵活定制开发。无论您是需要对设备的使用情况进行实时监控,还是需要对设备的维护情况进...
- 青岛设备全生命周期管理系统市场报价 2026-05-24
- 成都加工设备全生命周期管理系统解决方案 2026-05-24
- 水泥设备全生命周期管理系统 2026-05-24
- 青岛智能设备全生命周期管理系统报价 2026-05-23
- 设备全生命周期管理系统代码 2026-05-23
- 青岛煤矿机电设备全生命周期管理系统 2026-05-23
- 固定资产及设备全生命周期管理系统 2026-05-23
- 安徽工厂设备全生命周期管理系统 2026-05-22
- 重庆车间设备全生命周期管理系统多少钱 2026-05-22
- 青岛化工厂设备全生命周期管理系统软件 2026-05-22


- 工厂设备全生命周期管理系统优势 2026-05-20
- 设备全生命周期管理系统毕设论文 2026-05-20
- 河北起重设备全生命周期管理系统 2026-05-20
- 生产设备全生命周期管理系统服务价格 2026-05-19
- 设备全生命周期管理系统大概费用 2026-05-18
- 车间设备全生命周期管理系统要多少钱 2026-05-18



- 设备全生命周期管理系统代码 05-23
- 青岛煤矿机电设备全生命周期管理系统 05-23
- 固定资产及设备全生命周期管理系统 05-23
- 安徽工厂设备全生命周期管理系统 05-22
- 重庆车间设备全生命周期管理系统多少钱 05-22
- 青岛化工厂设备全生命周期管理系统软件 05-22
- 成都特种设备全生命周期管理系统搭建 05-21
- 车间设备全生命周期管理系统供应商 05-21
- 工厂设备全生命周期管理系统价格多少 05-21
- 成都设施设备全生命周期管理系统价格 05-20