- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
全生命周期管理实现从概念到报废的闭环控制。在选型阶段,基于数字孪生的虚拟验证可提前发现80%的适配性问题,某化工企业避免2000万元采购失误。运行阶段的自适应维护系统,通过强化学习动态优化策略,某钢铁厂设备可用率突破99.5%。报废评估模块整合区块链技术,某工程机械厂商二手设备溢价达15%。智能工单系统实现"需求-执行-验证"全流程自动化。基于数字孪生的故障模拟可将诊断时间缩短70%,某航空维修企业应用后,平均排故时间从8小时降至2.5小时。AR远程协作平台集成眼动追踪技术,指导效率提升3倍。知识管理系统采用图数据库构建故障图谱,某制药企业维修经验复用率突破90%。APP:现场人员可扫码查看设备信息、提交维修申请或拍照记录故障。黑龙江工厂设备管理系统

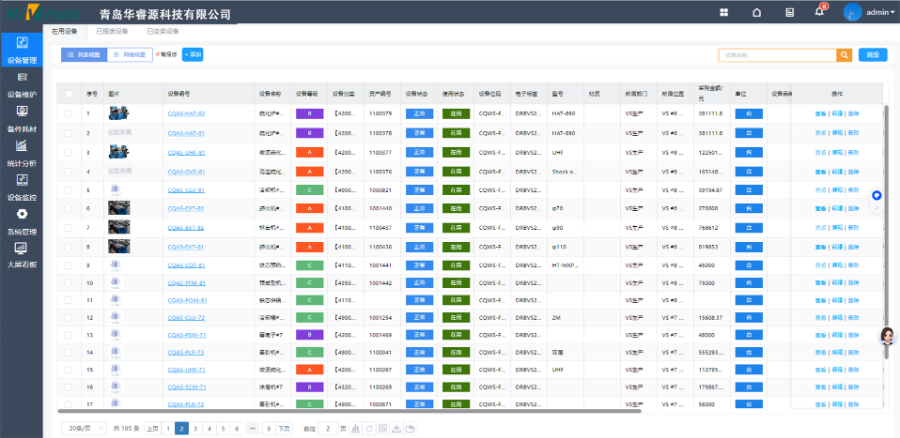
设备全生命周期管理系统通过模块化功能覆盖设备“生老病死”各环节,将设备从成本中心转化为价值中心。未来,随着AI与物联网技术的深度融合,ELMS将进一步向自主决策、自适应优化方向演进,成为企业数字化转型的引擎。传统“被动维护”的局限性定义与特点被动维护:设备故障后才进行维修,即“坏了才修”。典型场景:突发停机→紧急抢修→生产中断→高额损失。**问题高成本:紧急维修费用是计划维护的3-5倍(含停机损失、加班费等)。低效率:故障不可预测,维修团队疲于“救火”。短视性:缺乏设备健康数据积累,无法优化长期管理策略。黑龙江工厂设备管理系统通过RFID、传感器等实现设备状态自动采集,避免人工录入误差。
OverallEquipmentEfficiency既是一种计算方法,也是一种综合衡量工厂效率的工具,是企业生产管理的重要标准。由现场人员输入数据或设备自动采集数据,通过OEE计算分析后将设备综合效能及时地反映在计算机和生产看板上,让管理人员随时掌握现场问题,及时解决现场问题。OEE的组成包含三大指标:时间稼动率(可用率),性能稼动率(表现指数),良品率(质量指数),相关指标均可通过MES系统得出。时间稼动率(可用率),系统通过采集设备负荷运行时间以及停机时间得出设备可用率。性能稼动率(表现指数),系统通过理论节拍时间、实际投入数量、以及实际稼动时间得出表现指数。良品率(质量指数),系统通过投入数量、不良数量得出质量指数。首先,MES设备管理系统对生产线的每台生产设备部署设备终端并进行统一联网。从而形成对设备的实时监控,采集计算设备OEE的相关数据。其次,通过PDCA管理循环不断提高设备OEE。为每台设备制定OEE计划标准,将标准集成到系统中;系统对设备进行实时监控,汇总分析设备的实际执行OEE数据;每天通过可视化看板显示存在OEE标准与实际执行出现差异的设备;进一步可查看导致差异的原因;当出现差异时。
随着制造业智能化、自动化的不断发展,企业对生产设备等资产的管理与运维需求日益增加。在这一背景下,设备全生命周期管理系统以其智能的特点,成为企业资产管理与运维的新选择。一、打破传统,智慧运维新潮流传统的资产管理与运维模式往往依赖于人工操作,效率低下且难以对设备进行实时监控和预测性维护。而设备全生命周期管理系统通过集成物联网(IoT)、大数据、云计算等技术,实现了对设备从采购、安装、运行、维护到报废的全生命周期管理,打破了传统运维模式的局限。二、实时监控,确保设备稳定运行设备全生命周期管理系统能够实时采集设备的运行状态数据,并通过数据分析,预测设备的潜在故障。这使得企业能够提前进行预防性维护,避免设备故障导致的生产中断和损失。同时,设备全生命周期管理系统还能提供设备故障的快速定位功能,帮助企业确保设备的稳定运行。三、集成化管理,优化资源配置设备全生命周期管理系统通过集成化管理,将所有设备的运行数据和信息整合在一个平台上,实现设备的集中监控和管理。这使得企业能够了解设备的运行状况,优化资源配置,提高设备的利用率。根据设备使用频率和工况,动态调整保养周期,避免过度或遗漏维护。

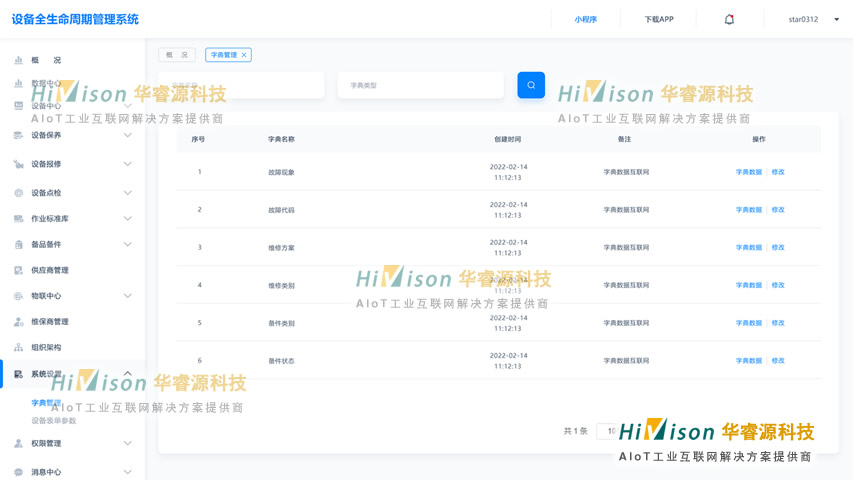
设备管理系统的知识库与统计分析功能将为企业的发展提供有力支持。数据驱动决策:通过设备管理系统的知识库与统计分析功能,企业可以积累大量的数据和经验。这些数据将成为企业决策的重要依据,帮助企业制定更加科学、准确的发展战略。智能化运营:借助设备管理系统的智能化功能,企业可以实现设备的远程监控、自动化维护和预测性维护等操作。这将有助于企业提高运营效率和灵活性,降低人力成本和运营风险。持续改进与创新:通过不断优化设备管理系统的知识库与统计分析功能,企业可以实现持续改进和创新。通过对设备的精细化管理,企业可以提高产品质量、降低能耗、减少排放,实现可持续发展目标。提高市场竞争力:借助设备管理系统的知识库与统计分析功能,企业可以快速响应市场需求变化,提高生产效率和产品质量。这将有助于企业在激烈的市场竞争中脱颖而出,赢得更多商机和发展机会。综上所述,设备管理系统的知识库与统计分析功能在企业的生产与运营中发挥着重要作用。通过知识库的集中管理和统计分析的深入挖掘,企业可以更好地利用设备和资源,提高生产效率、降低运营成本、预测未来发展。随着工业,这些功能将更加重要。企业应重视设备管理系统的建设与发展。设备管理系统应运而生,它通过数字化、智能化手段,帮助企业实现设备的全生命周期管理。青岛建筑设备管理系统厂家
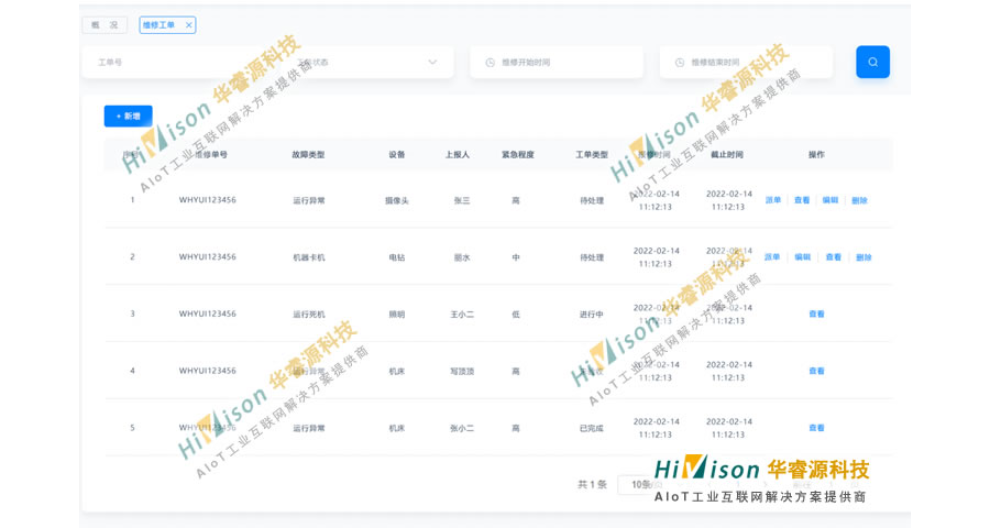
工单管理:支持报修、派单、维修记录跟踪,实现闭环处理。黑龙江工厂设备管理系统
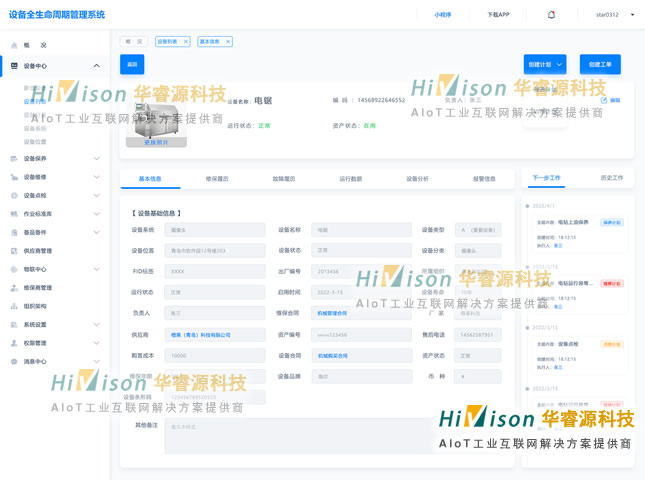
在设备管理功能方面,新一代系统实现了三大突破。首先是设备档案的数字化重构,通过建立包含设备参数、维修记录、技术文档等信息的电子档案库,彻底改变了传统纸质档案管理效率低下的状况。其次是维护策略的智能化转型,系统基于设备运行数据,自动生成预防性维护计划,将传统的被动维修转变为主动预防。某汽车制造企业的应用实践表明,这种转变使设备突发故障率降低了百分之六十以上。管理流程的标准化再造,从设备申购到报废处置的全过程实现线上化管理,确保每个环节的可追溯性。黑龙江工厂设备管理系统
设备全生命周期管理系统通过模块化功能覆盖设备“生老病死”各环节,将设备从成本中心转化为价值中心。未来,随着AI与物联网技术的深度融合,ELMS将进一步向自主决策、自适应优化方向演进,成为企业数字化转型的引擎。传统“被动维护”的局限性定义与特点被动维护:设备故障后才进行维修,即“坏了才修”。典型场景:突发停机→紧急抢修→生产中断→高额损失。**问题高成本:紧急维修费用是计划维护的3-5倍(含停机损失、加班费等)。低效率:故障不可预测,维修团队疲于“救火”。短视性:缺乏设备健康数据积累,无法优化长期管理策略。设备管理系统支持设备巡检与点检任务的项目管理、计划制定、执行记录与任务跟踪。青岛便捷式设备...
- 四川小型设备管理系统定制 2026-05-17
- 河北实验设备管理系统 2026-05-17
- 青岛燃气设备管理系统 2026-05-16
- 化工设备管理系统排名 2026-05-16
- 园区设备管理系统生命周期 2026-05-16
- 青岛工业设备管理系统软件哪家好 2026-05-16
- 河北工业设备管理系统 2026-05-15
- 湖北特种设备管理系统 2026-05-15
- 安徽煤矿设备管理系统 2026-05-14
- 青岛设备管理系统app 2026-05-14


- 青岛专业设备管理系统开发 2026-05-12
- 青岛大型设备管理系统解决方案 2026-05-11
- 内蒙古学校设备管理系统 2026-05-11
- 江苏生产设备管理系统 2026-05-10
- 河南消防设备管理系统 2026-05-10
- 设备管理系统的设计与实现 2026-05-10



- 设备全生命周期管理系统大概费用 05-18
- 车间设备全生命周期管理系统要多少钱 05-18
- 四川小型设备管理系统定制 05-17
- 集团设备全生命周期管理系统设计 05-17
- 河北实验设备管理系统 05-17
- 物流设备全生命周期管理系统预算 05-17
- 青岛燃气设备管理系统 05-16
- 化工设备管理系统排名 05-16
- 园区设备管理系统生命周期 05-16
- 青岛工业设备管理系统软件哪家好 05-16