- 品牌
- 现代,东丽,塞拉尼斯,本松
- 类型
- 正牌料
- 加工级别
- 注射级
- 熔体流动速率
- 可定制
- 密度
- 可定制
- 拉伸强度
- 可定制
- 弯曲强度
- 可定制
- 缺口冲击强度
- 可定制
- 断裂伸长率
- 可定制
- 成型收缩率
- 可定制
- 热变形温度
- 可定制
- 阻燃等级
- 可定制
- 产地
- 美国/韩国/日本/中国
- 厂家
- 东莞宏威新材料有限公司
- 特性级别
- 热稳定性,抗化学性,阻燃级,增强级,增韧级,耐高温,耐低温,导电级,耐水解,耐老化,抗静电,**度,高刚性,抗紫外线,高结晶(HCPP),耐磨,耐候,高光泽
- 用途级别
- 电子电器部件,电动工具配件,照明灯具,汽车部件,家电部件,薄壁制品,食品级,填充级
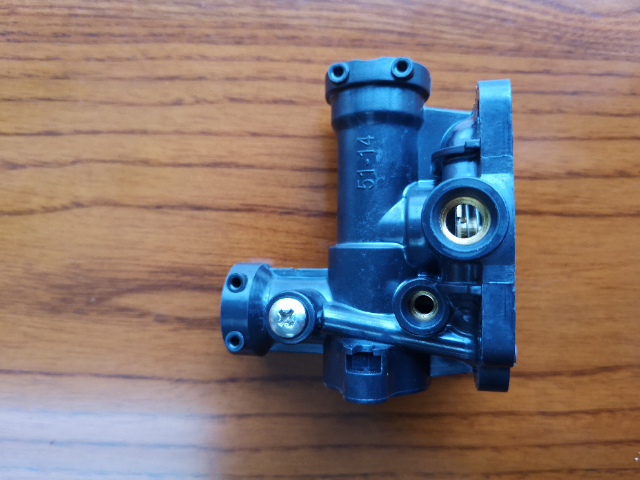
例如,某医疗设备厂商需要制造一种微型PPS阀芯,阀芯直径 2mm,内部设有微型流道(直径 0.3mm),尺寸公差要求 ±0.005mm,表面粗糙度要求 Ra≤0.2μm。东莞宏威为该客户提供了定制化的精度控制方案:首先,研发高纯度、高流动的专注PPS材料,确保材料性能稳定;其次,协助客户设计高精度模具,采用 EDM 电火花加工模具型腔,确保型腔尺寸精度;然后,采用全电动注塑机进行注塑,控制注塑参数(注塑温度 320℃,注塑速度 80mm/s,保压压力 60MPa,保压时间 5 秒);,采用三坐标测量仪对阀芯的尺寸进行 100% 检测,采用光学显微镜检测表面粗糙度。通过该方案,客户成功生产出符合要求的微型PPS阀芯,尺寸精度与表面质量均达到医疗设备的严苛标准。东莞宏威的PPS微型精密部件解决方案,满足了制造领域对微型部件的高精度要求,还推动了PPS在医疗、电子、汽车等精密制造领域的应用拓展。PPS 材料制成纤维滤料,高效过滤高温烟气中的污染物。广东东丽pps免费咨询
随着制造业向微型化、精密化方向发展,对微型精密部件的尺寸精度、表面质量及性能稳定性要求日益严苛,而PPS(聚苯硫醚)凭借其优异的尺寸稳定性、加工流动性及机械强度,在微型精密部件制造领域展现出独特的应用优势。东莞宏威新材料有限公司针对微型精密部件的制造需求,研发高精度PPS产品,并通过先进的加工工艺与精度控制方案,确保PPS微型精密部件的尺寸精度与质量稳定性,满足**制造领域的需求。PPS在微型精密部件制造中的**优势在于其***的尺寸稳定性。微型精密部件的尺寸通常在几毫米甚至几微米级别,对材料的收缩率、线膨胀系数要求极高,而PPS的成型收缩率较低(纯PPS收缩率约为 0.2%-0.6%,玻纤增强PPS收缩率可低至 0.1%-0.3%),远低于普通工程塑料(如 ABS 收缩率 1.5%-2.5%,PP 收缩率 1.8%-2.5%),能够有效保障微型部件的尺寸精度;同时,PPS的线膨胀系数约为 2.5×10⁻⁵/℃,在温度变化时尺寸变化极小避免因环境温度波动导致部件尺寸偏差,影响装配精度。例如,在电子设备的微型连接器制造中,连接器的插针间距通常为 0.5mm,要求部件的尺寸公差控制在 ±0.02mm 以内,采用宏威的玻纤增强PPS材料,通过精细的注塑工艺控制,可将部件的尺寸公差控制在 ±0.01mm 以内,
江苏直销pps销售厂家PPS基复合材料用于制造高性能体育器材。

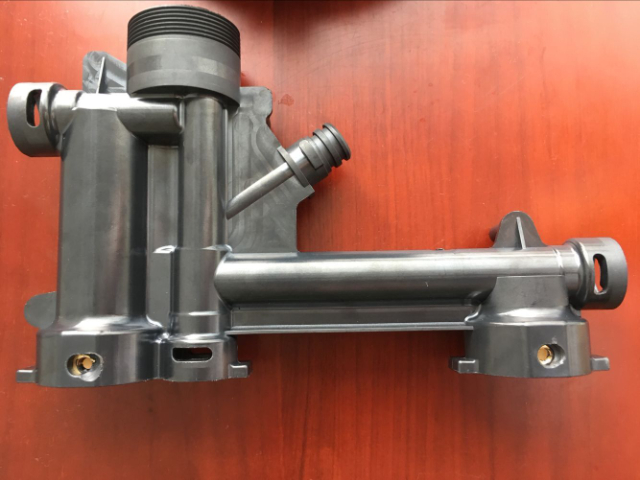
在装备制造领域,部件对材料的耐高温、高精度及可靠性要求极高,东莞宏威新材料有限公司的 PPS 材料凭借性能,成为装备部件制造的重要支撑。装备(如数控机床、工业机器人)中的轴承保持架、传感器外壳、高温齿轮等部件,需在 200-240℃高温环境下长期工作,且需具备高精度尺寸稳定性(成型收缩率低于 0.5%),以确保装备运行精度。宏威的 PPS 材料经玻纤与矿物复合增强后,成型收缩率可控制在 0.2%-0.4%,高温下尺寸变化率低于 0.1%,完全满足装备的精度要求;同时,其耐磨损性能优异,摩擦系数低至 0.1,可延长轴承等运动部件的使用寿命。针对某数控机床企业的轴承保持架项目,宏威提供的 PPS 材料通过特殊改性,不仅耐高温、低摩擦,还具备良好的抗冲击性能,确保保持架在高速运转中不破裂。此外,宏威的智能制造事业部可生产高精度 PPS 保持架,尺寸公差控制在 ±0.005mm,助力装备实现更高运行精度与可靠性。
东莞宏威新材料有限公司在 PPS 材料的加工性能优化上投入大量研发精力,通过配方调整与工艺改进,明显提升 PPS 的成型效率,帮助客户降低生产难度与成本。PPS 材料本身熔体流动性较差,易导致注塑成型时出现缺料、气泡等问题,宏威通过添加流动改性剂(如聚四氟乙烯微粉),将 PPS 的熔融指数(315℃,5kg)从 10g/10min 提升至 30g/10min 以上,大幅改善流动性能,适用于复杂结构部件的成型。同时,宏威优化 PPS 的结晶特性,通过添加成核剂,将结晶速度提升 20%,缩短成型冷却时间,提高生产效率。在某电子企业的 PPS 连接器生产中,客户此前因 PPS 流动性差,产品缺料率达 20%,采用宏威优化后的 PPS 材料后,缺料率降至 2% 以下,生产效率提升 30%。此外,宏威会为客户提供详细的加工工艺指导手册,包括推荐的注塑温度范围、模具温度、保压压力等参数,并针对客户的具体设备型号,提供个性化工艺调整建议,让客户快速掌握 PPS 的加工技巧。PPS 材料经玻纤增强后,弯曲模量接近铝合金,强度大增。

而金属材料需经过多道切削工序,不仅耗时较长,还会产生大量废料,增加生产成本。此外,在耐腐蚀性方面,PPS对酸、碱、盐类及多数有机溶剂具有优异的耐受性,而金属材料(如钢铁、铝合金)易受腐蚀,需进行电镀、喷漆等表面处理,增加了加工成本与工艺复杂度,PPS无需额外表面处理即可具备良好的耐腐蚀性,进一步降低了生产环节的成本。从成本层面来看,东莞宏威新材料有限公司通过技术优化与供应链整合,为客户提供高性价比的PPS替代方案。一方面,在PPS材料研发方面,宏威通过优化配方设计,在保证PPS性能满足替代需求的前提下,合理控制改性剂(如玻纤、碳纤)的添加比例,降低材料成本;同时,宏威采用规模化生产模式,提升PPS的生产效率,进一步摊薄单位产品的生产成本。另一方面,在加工成本方面,PPS的成型工艺简单,模具使用寿命长(注塑模具使用寿命可达 10 万次以上,远超金属加工模具),且加工过程中的废料可回收再利用(回收PPS的性能*下降 5%-10%,可用于制造对性能要求较低的部件),有效降低了加工环节的废料损失与模具更换成本。例如,某汽车零部件厂商采用宏威的PPS替代铝合金制造传感器外壳,不仅材料成本降低 20%,加工周期缩短 40%,且因PPS无需表面处理,
PPS 材料在医疗器械领域,可用于制造耐腐蚀的手术器械。广州pps价格合理
高温胶带的 PPS 基材,在 260℃烘烤中保持粘性,撕下无残胶且尺寸稳定。广东东丽pps免费咨询
与水汽而老化开裂,且接头的密封性良好,避免漏水;在卫生间管道支架应用中,PPS的耐候性与刚性结合,可长期固定管道,防止支架变形导致管道移位,保障卫浴水暖系统的稳定运行。为确保PPS产品在卫浴水暖行业的品质,东莞宏威新材料有限公司建立了全流程的品质管控体系。在原材料采购环节,宏威精选符合环保要求的PPS树脂与改性剂,对每批次原材料进行有害物质检测(如重金属、挥发性有机物),确保原材料的安全性;在生产加工环节,采用先进的注塑成型设备与精密的模具,通过计算机控制系统精细控制加工温度、压力、时间等参数,确保PPS部件的成型质量与尺寸精度,减少产品缺陷;在成品检测环节,对每批次PPS产品进行外观检测(如表面平整度、色差)、性能检测(如耐热水性、密封性、机械强度)及环保检测(如卫生性能测试),确保产品符合卫浴水暖行业的严苛标准。此外,宏威还为客户提供PPS部件的定制化设计服务,根据客户的产品外观需求与功能要求,优化PPS部件的结构与表面处理工艺(如表面抛光、纹理处理),提升产品的美观度与使用体验。例如,针对某卫浴品牌的**水龙头项目,宏威根据客户的设计需求,将PPS阀芯的表面进行精密抛光处理,使其外观质感接近金属广东东丽pps免费咨询

宏威通过分析部件的结构尺寸,为客户优化压力与保压参数,减少部件的缩痕、凹陷等缺陷。此外,在模具温度控制方面,PPS的结晶速度较快,模具温度通常需控制在 120-180℃,以促进PPS的结晶,提升部件的机械强度与尺寸稳定性,宏威会根据部件的性能要求,建议合适的模具温度,例如,对于要求高刚性的PPS结构件,建议模具温度控制在 150-180℃,以提高结晶度;对于要求高精度的微型部件,建议模具温度控制在 120-140℃,以减少部件的翘曲变形。在PPS的挤出成型工艺方面,宏威同样具备专业的技术支持能力。PPS的挤出成型主要用于制造管材、板材、型材等产品,其工艺关键在于控制挤出温度、螺杆转速及牵引速度...
- 广州抗静电pps信赖推荐 2026-01-16
- 重庆直销pps货真价实 2026-01-16
- 广东东丽pps源头直供厂家 2026-01-16
- 上海导电pps全国发货 2026-01-16
- 贵州原装pps全国发货 2026-01-15
- 广州pps定制厂家 2026-01-15
- 珠海现代pps量大从优 2026-01-15
- 贵州专业pps信赖推荐 2026-01-08
- 贵州抗静电pps货源充足 2026-01-08
- 四川抗静电pps专业团队在线服务 2026-01-06



- 导电pps授权厂家 2026-01-04
- 湖北耐高温pps欢迎来电 2026-01-04
- 深圳耐高温pps给您好的建议 2026-01-04
- 贵州pps承诺守信 2026-01-04
- 广州抗静电pps哪家专业 2026-01-04
- 重庆直销pps值得信赖 2026-01-03



- 重庆直销pps货真价实 01-16
- 广东东丽pps源头直供厂家 01-16
- 上海导电pps全国发货 01-16
- 广东优良PPA销售厂家 01-16
- 河南东丽PPA厂家 01-15
- 贵州原装pps全国发货 01-15
- 珠海东丽PPA择优推荐 01-15
- 重庆东丽PPA诚信企业 01-15
- 广东耐高温PPA信赖推荐 01-15
- 浙江抗静电PPA推荐厂家 01-15