滚塑在成型工艺方面(1)适于模塑大型及特大型制件。由于旋转成型工艺只要求机架的强度足以支撑物料、模具及机架自身的重量以及防止物料泄露的闭模力,因此即使加工大型及特大型塑料制件,也无需使用十分笨重的设备及模具。因此,从理论上讲,用旋转成型工艺制成的制品,从尺寸上几乎没有上限。(2)适合于多品种、小批量...
外壳基本参数
- 品牌
- 阅瞻
- 型号
- 定制
外壳企业商机
滚塑制品壁厚不均解决方案:1、把滚塑模具固定在模架上适当的位置,并调整模架的平衡。2、主、副轴旋转速度保持比例均衡、速度均匀。3、加热炉能保证在各个方向上使模具受热均匀。4、加热和冷却过程中都换向一次,换向时要迅速,一般正转、反转时间相同。5、在需要制品厚度增大的部位,模具相应部分要进行预热或减小隔热因素的影响。6、在需要制品厚度减小的部位,模具相应部位上加四氟乙烯板或石棉垫隔热,使熔融物料不易糯附模具或持续堆积,以减小此部位的厚度。此方法还用来把隔热层衬在模具上,使模其内表面无法粘附树脂,获得开口部位,但这种方法制得的开口一般不是规整的。
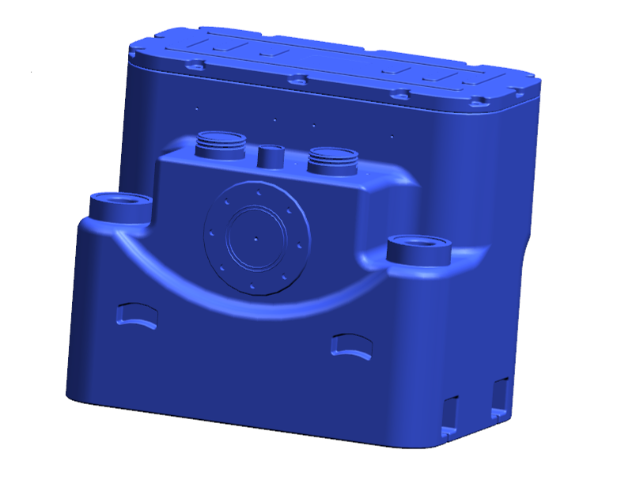
可实现小批量生产,满足不同客户的个性化需求。绍兴农机油箱外壳代加工

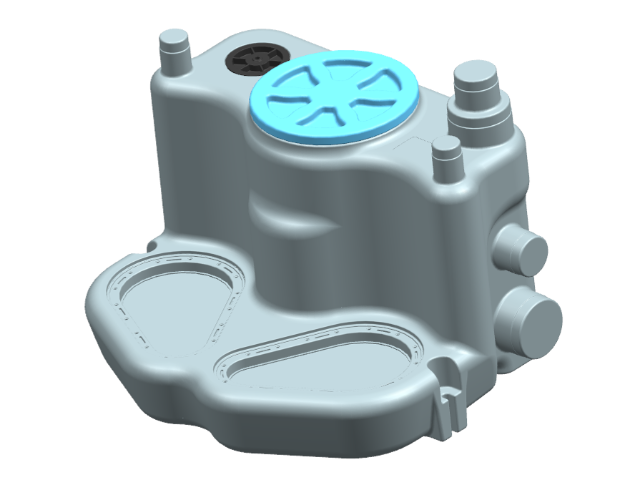
洗地机在未完全装配好机器之前,请不要操作该机器。使用者在操作机器前,请仔细检查该机器的完整性。在需清洗的区域内,先进行初步的清扫,这个主要针对一些非水溶性的大颗粒,比如小石子等,还有其他会影响吸水扒工作的垃圾。这是因为吸水扒要和地面形成一个封闭的空间,才可以把吸回污水,否则无法正常工作。当清洁工作结束后,将污水箱中的污水排空并用清水清洗干净,分别用干、湿抹布将洗地机的外部擦干净,检查过滤海绵是否有水或污物堵塞。并将刷盘、吸水扒升起,停放在四周无可燃气体、液体、化学药品,无明火,干燥通风、平坦的环境中,再放置或充电。欢迎咨询。衢州农机油箱外壳电话滚塑工艺使滚塑外壳一次成型,无缝隙,防水性能良好,能有效保护内部设备。

洗地机电瓶应每十天左右检查一次液面,如液面接近铅板(不能将极板暴露在空气当中),应及时为电瓶补充蒸馏水(超市有售),加水至距离塑料口下方约3毫米处即可,禁止补充自来水、纯净水或电瓶原液。洗地机电瓶加水应在电瓶充电完毕后进行。每次使用比较好让电瓶留有20-30%左右的余电,过度放电会影响电瓶使用寿命。放完电的电瓶应在24小时内充电,否则会损坏电瓶。洗地机电瓶充电时请确保插座电源接触良好,充电器插头与电瓶插头接触良好。洗地机电瓶长时间不用时,应每隔两至三个月为电瓶补充电一次。洗地机电瓶极柱和电线接头上如出现氧化物应及时予以清理。
滚塑又称滚塑成型、旋转成型、回转成型等,是一种热塑性塑料中空成型方法。该方法是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型而成制品。滚塑成型的基本加工过程很简单就是将粉末状或液状聚合物放在模具里加热同时模具围绕垂直轴旋转自转和公转,然后冷却成型。在加热阶段,如果用的是粉末状材料,则先在模具表面形成多孔层,然后随循环过程渐渐熔融,形成均匀厚度的均相层;如果用的是液体材料,则先流动和涂覆在模具表面,当达到凝胶点时则完全停止流动。模具随后转入冷却工区,通过强制通风或喷水冷却,然后被放置于工作区,在这里,模具被打开,完成的制件被取走,接着再进行下一轮循环。
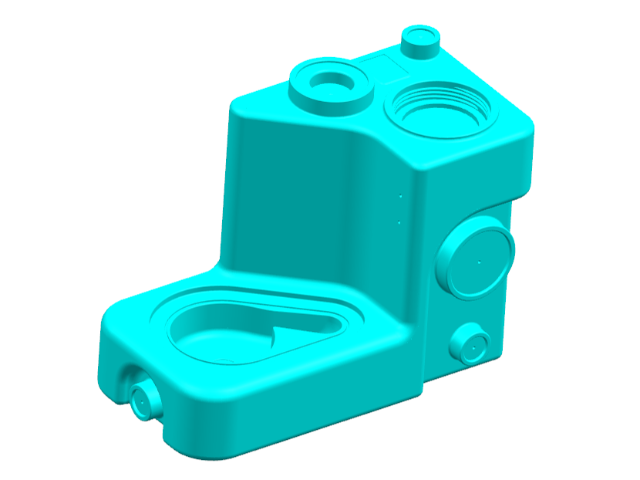
滚塑外壳的材质通常为聚乙烯等塑料,具有耐腐蚀、耐磨损、抗冲击等特点。

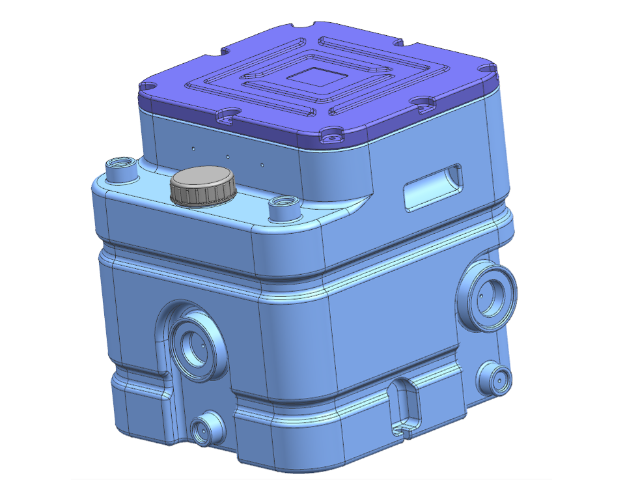
洗地机当刷毛磨损,即刷毛很短时,它们变得很坚硬并且不能进入也不能在深度方向上清洗,同时,如果刷毛很稠密,刷盘将会产生跳动PADHOLDER针盘针盘可应用于磨光的表面T有两种类型的针盘:1.传统的针盘具有一套锚扣,它可以用来在清洗过程中夹住并驱动针盘。2.中心锁针盘没有锚扣,但有一个塑料压紧装置的中心锁系统,它可以将针盘在中心固定,并且连在一起而不会分开。该类型的针盘特别适用于多刷盘和针盘定位较困难的机器。欢迎咨询。滚塑工艺生产效率高,能快速满足市场对滚塑外壳的需求。六安外壳代加工电话
滚塑外壳的表面光滑,易于清洁和维护,节省了后期的保养精力。绍兴农机油箱外壳代加工
滚塑又称滚塑成型、旋转成型、回转成型等,是一种热塑性塑料中空成型方法。该方法是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型而成制品。滚塑成型的基本加工过程很简单就是将粉末状或液状聚合物放在模具里加热同时模具围绕垂直轴旋转自转和公转,然后冷却成型。在加热阶段,如果用的是粉末状材料,则先在模具表面形成多孔层,然后随循环过程渐渐熔融,形成均匀厚度的均相层;如果用的是液体材料,则先流动和涂覆在模具表面,当达到凝胶点时则完全停止流动。模具随后转入冷却工区,通过强制通风或喷水冷却,然后被放置于工作区,在这里,模具被打开,完成的制件被取走,接着再进行下一轮循环。
绍兴农机油箱外壳代加工
与外壳相关的文章

亳州油箱外壳销售电话
- 连云港外壳电话 2026-04-29
- 上海污水提升器外壳代加工 2026-04-28
- 淮安车顶棚外壳价格 2026-04-28
- 南京污水提升器外壳价格 2026-04-28
- 安庆塑料外壳供应商 2026-04-28
- 扬州农机油箱外壳费用 2026-04-28
- 无锡滚塑外壳费用 2026-04-28
- 池州塑料外壳定制价格 2026-04-28
- 蚌埠农机油箱外壳供应商 2026-04-28
- 淮北油箱外壳定制价格 2026-04-28
- 扬州油箱外壳代加工 2026-04-28
- 盐城洗地机外壳图纸定制 2026-04-28
与外壳相关的产品



与外壳相关的新闻
-
上海本地滚塑外壳异形定制 2026-04-28 20:00:18污水提升器外壳的温度适应性需满足不同环境温度的使用需求,避免温度过高或过低导致外壳性能下降。在高温环境中,外壳材质需具备良好的耐高温性能,避免出现软化、变形等问题;在低温环境中,需具备良好的抗低温性能,避免出现脆化、开裂等问题。PE材质的耐高温性能和抗低温性能较好,可在-20℃~60℃的环境中正常使...
-
保温箱外壳代加工电话 2026-04-27 16:00:17从产业链格局来看,上游原材料供应趋于集中,中石化、中石油等大型石化企业优化滚塑树脂产能布局,缓解了原料进口依赖;中游制造环节则呈现“小而散”向“专精特新”转型的趋势,宁波天旗、江苏华威等头部企业凭借技术积累与产能扩张,提升了市场份额,而外资企业则在模具市场保持竞争力。展望未来,预计到2030年,中国...
-
盐城油箱外壳异形定制 2026-04-27 20:00:17洗地机分类:按操作方法洗地机可以分为:手推式洗地机、驾驶式洗地机。按驱动类型洗地机可以分为:半自动洗地机、全自动洗地机。按供电的方式洗地机可以分为:电线式洗地机(直接插电)、电瓶式洗地机。洗地机的构成:1、刷盘电机驱动刷头,清洗地面,在清洁液的作用下,发挥出更好清洁效果。2、吸水扒在吸水电机和刮带聚...
-
盐城污水提升器外壳来样定制 2026-04-27 20:00:17滚塑模具的制造工艺随技术发展不断迭代,从传统机械加工向数字化、精密化方向演进。传统制造流程以机械加工、铸造、焊接为主:机械加工通过切削、钻孔、磨削等工艺保证模具尺寸精度与表面光洁度,精度可控制在±0.05mm以内;铸造工艺适用于形状复杂的模具部件,将液态金属倒入型腔冷却凝固成型,可降低复杂结构的加工...
与外壳相关的问题
新闻资讯
产品推荐
-

淮安厨房污水提升器来样定制
2026-04-30 -
舟山医用污水提升器来样定制
2026-04-30 -
淮南地下室自动污水提升器代加工
2026-04-30 -
合肥家用全自动污水提升器供应商
2026-04-30 -
南通工业用污水提升器供应商
2026-04-30 -
蚌埠卫生间污水提升器销售电话
2026-04-30 -
舟山家用全自动污水提升器电话
2026-04-30 -
马鞍山厨房污水提升器定制价格
2026-04-30 -
江西一体化污水提升器价格
2026-04-30