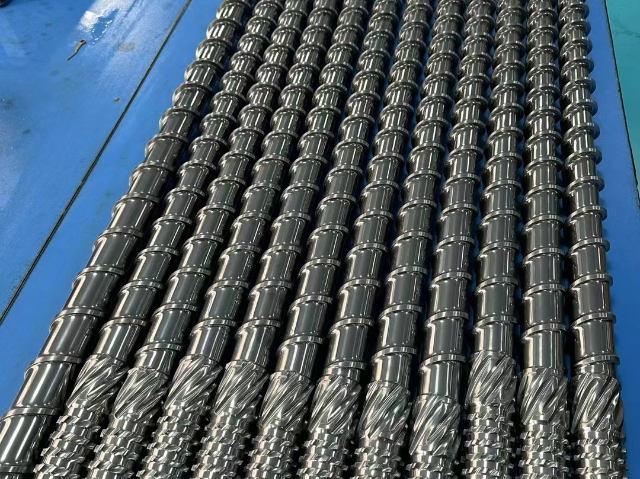
表面镀层/镀膜:PVD:在真空环境中,将钛、铬等靶材原子气化,结合氮气、乙炔等生成TiN(金黄)、CrN(亮银)、TiAlN(紫黑)等涂层。处理温度200-500℃,对模具基体影响小,涂层硬度高、表面光滑,适合型芯、型腔、顶针等关键部件。CVD(化学气相沉积):在800-1000℃高温下,通过气相反应生成TiC、TiN等涂层。优点是结合力强、绕镀性好,但高温易导致模具变形,需后续重新热处理,更多用于高耐磨、低精度要求的模具。电镀:如镀铬、镀镍等,通过电解沉积金属层增强耐腐蚀性。但电镀层的结合力相对较差,易剥落,且可能含有有害物质,需谨慎选择。氮化铬铝涂层,以暗夜之色承载高温切削的考验。滚刀氮化铬铝氮化铬CrN
涂层后处理:锦上添花涂层后并非完美无瑕,尤其PVD工艺可能会在表面留下微小的“液滴”瑕疵-4。后处理就是为了解决这些问题。抛光与去缺陷(如湿喷砂/毛刷抛光):对涂层后的表面进行轻微抛光,可以去除PVD留下的“液滴”,让表面更光滑。实验表明,抛光后的钻头排屑槽,其摩擦系数为未抛光品的25%,排屑更顺畅,切削热更少-4。消除应力:喷砂处理还能在涂层表面引入有益的压应力,抵消涂层内部原有的拉应力,能减少微裂纹,还能让涂层本身变得更硬、更耐磨-10。💡 总结与建议总的来说,刀具表面处理已形成一个完整的工艺链:预处理(如湿喷砂、ESC珩磨)解决的是“结合得牢、刃口不崩”的问题;涂层(PVD/CVD)解决的是“表面够硬、耐热耐磨”的问题;后处理(如抛光、湿喷砂)解决的是“摩擦更小、应力更优”的问题。这三个环节环环相扣,共同决定了刀具的性能。广东纺织设备氮化铬铝氮化钛TIN汽车发动机零件经氮化铬铝表面处理,耐磨性提升,降低维修频率,节省成本。

2026年行业发展新趋势根据市场动态,表面处理行业正经历以下重大变革:绿色化与环保合规 (Green Manufacturing):随着全球环保法规(如中国的“双碳”目标)趋严,传统高污染工艺(如六价铬电镀、含磷废水处理)正被快速淘汰。三废处理技术成为标配:膜分离技术、RTO焚烧装置、重金属回收设备在工厂中广泛应用。无氰、无铬、无磷的前处理剂和镀液成为市场刚需。智能化与工业4.0 (Smart Manufacturing):智能加药系统:实时监测槽液成分并自动补充,保证工艺稳定性。在线监测系统:利用传感器和AI算法监控涂层厚度、缺陷及能耗,实现预测性维护。自动化生产线普及,减少人工干预,提高一致性。高性能与功能性需求 (High Performance):新能源汽车驱动:动力电池壳体、电驱系统对轻量化金属部件的表面强化(防腐、导热、绝缘)需求爆发。5G与半导体:电磁屏蔽镀层、精密抛光及超高纯度真空镀膜技术需求激增。自修复与智能涂层:研发具有自润滑、自修复微裂纹功能的纳米涂层。
表面淬火:激光表面淬火:用高能量激光束快速扫描模具表面,实现局部淬火,形成马氏体组织,硬度55-62HRC。优点是能量集中、变形小,可修复磨损的型腔边缘,适合模具局部强化与修复。火焰淬火:用高温火焰加热表面后淬冷,设备简单,适合大型模具现场处理。但精度与均匀性较差,不适合精密模具。其他方法:喷砂:利用砂粒高速冲击表面,调整粗糙度以满足不同成型件的表面要求。抛光:通过机械研磨或化学作用降低表面粗糙度,获得高光洁度表面。喷丸强化:通过弹丸冲击产生压应力提升疲劳强度,适用于提高模具的抗疲劳性能。经氮化铬铝表面处理,材料表面硬度与韧性兼备,抗磨损能力超群。
医疗器械领域植入物(人工关节、心脏支架):钛合金关节需进行特殊表面处理以提高生物相容性,促进骨骼与植入物的结合;药物洗脱支架则通过涂层实现药物的缓慢释放。手术器械:手术刀、钳子等通常进行钝化处理和电解抛光,使其表面***光滑,不易藏匿细菌,同时提高耐腐蚀性。亲水/疏水改性:导管、注射器等通过等离子表面处理,改变其表面特性,使其变得亲水(易于液体流动)或疏水(防止粘连)。能源领域太阳能电池:通过在硅片表面沉积减反射涂层,能比较大限度地吸收太阳光,提高光电转换效率。石油管道:输油管道内外壁通常有熔结环氧粉末涂层或三层PE/PP防腐涂层,以应对复杂土壤环境的腐蚀,并减少输送阻力。风电叶片:叶片前缘需喷涂聚氨酯或丙烯酸酯类涂层,以抵御风沙和雨水的冲刷侵蚀。严谨的氮化铬铝表面处理流程,引入纳米技术,打造超精细表面。广东纺织设备氮化铬铝氮化钛TIN
石油钻探零件经氮化铬铝表面处理,耐磨抗腐蚀,适应恶劣井下环境。滚刀氮化铬铝氮化铬CrN
表面处理是一个非常普遍的领域,简单来说,它就是在基体材料表面人工形成一层新表层的方法。这层新表层的机械、物理或化学性能可以与基体不同,目的是满足产品的耐蚀性、耐磨性、装饰性或其他特殊功能要求。为了让你对庞杂的表面处理方法有一个清晰的了解,我将它们分为四大类,并整理了各自的特点和常见用途。表面处理工艺的分类与简介:机械处理主要通过物理的切削、冲击作用,改变材料表面的粗糙度和状态,为后续处理做准备或直接实现装饰效果。喷砂/抛丸:利用高速砂流或弹丸冲击表面,用于除锈、除污、粗化表面,以增强涂层附着力。抛光:通过机械、化学或电化学作用降低表面粗糙度,获得光亮平整的表面。拉丝:通过研磨在表面形成有规律的线纹,是一种装饰性处理,能体现金属质感。研磨:一种精密加工,利用游离磨粒获得极高的尺寸精度和表面光洁度。滚刀氮化铬铝氮化铬CrN
马鞍山德耐纳米科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在安徽省等地区的精细化学品中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来马鞍山德耐纳米科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!