在工业胶粘剂的实际应用中,施工工艺与胶水性能的适配性,直接影响生产效率与粘接质量。不同制造场景的工艺差异,对胶水特性提出了针对性要求考量。
开放时间是关键参数之一。对于需精细调整粘接位置的场景,如精密仪器部件组装,需选用开放时间长的胶水,确保操作人员有充足时间校准位置、排除气泡;而自动化产线追求高效流转,则更适合短开放时间产品,以实现快速定位固化。二者需求不同,若选型不当,可能导致装配偏差或产线停滞。
胶水的触变性同样重要,直接影响施胶工艺可行性。立面或仰面粘接,如家电外壳组装,需高触变性胶水保持形态稳定,避免流淌;平面涂覆则侧重流动性,确保胶料均匀填充间隙。以管道密封为例,高触变胶可防止滴漏,保证密封效果。
施胶方式也与胶水特性紧密相关。手动点胶适合中等粘度产品,兼顾操作便利性与定位精度;自动化喷涂、微量喷射等工艺,则需匹配低粘度胶水,确保流畅输送与精细控制。在3C产品的摄像头模组粘接中,微量喷射要求胶水粘度低于5000mPa・s,才能实现胶点的高精度控制。
因此,选择胶水时建议TOB客户与胶粘剂厂商沟通,通过小样测试验证关键性能指标。卡夫特凭借丰富的行业经验,可针对不同工艺需求,提供定制化胶水解决方案。 丙烯酸AB胶的防水怎么样?浙江抗冲击性丙烯酸酯AB胶粘接方法

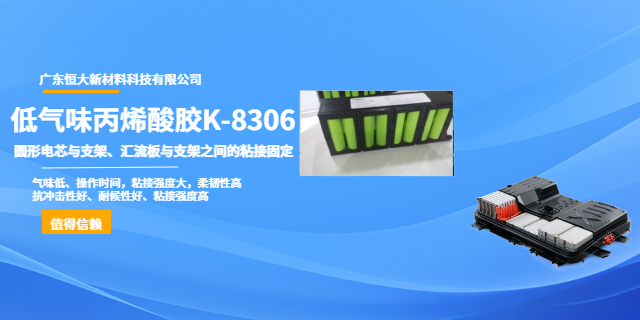
金属材料的高硬度与低表面能特性,对胶粘剂的适配性提出挑战。传统连接方式在应对震动、温差等动态应力时,易出现疲劳失效。卡夫特丙烯酸AB胶凭借独特的分子交联技术,可快速渗透金属表面微观孔隙,固化后形成刚韧平衡的弹性结构,实现持久粘接。无论是不锈钢、铝合金还是碳钢,该胶粘剂均能在金属与金属、金属与塑料等复合材质间,构建稳定可靠的连接界面。
在实际生产应用中,胶粘剂的操作便利性与固化效率同样重要。丙烯酸AB胶采用双组分即时混合机制,无需复杂预处理,按比例调配后即可施胶。其快速固化特性缩短生产周期,常温下数分钟即可初步定位,24小时达到完全固化强度,大幅提升装配效率。此外,该胶粘剂具备出色的耐候性与化学稳定性,可在-40℃至150℃宽温区间、高湿度环境及酸碱介质侵蚀下,保持稳定的粘接性能,有效延长设备使用寿命。
卡夫特丙烯酸AB胶系列产品均通过严格的机械性能测试与行业标准认证。如需了解产品技术参数、获取应用案例或定制化服务,欢迎联系我们的技术团队 浙江抗冲击性丙烯酸酯AB胶粘接方法粘接金属和塑料时,哪种胶水效果比较好?
在汽车底盘配件的粘接维修场景中,丙烯酸AB胶的操作便捷性是很重要的优势。其无需复杂设备与专业技能的特性,有效简化了施胶流程,降低企业对操作人员的技术依赖,同时提升维修效率与成本可控性。
该胶水采用双组份即时混合机制,使用时只需按比例取胶并均匀搅拌,即可直接涂抹于待粘接部位。无需对基材进行复杂的预处理(如传统焊接工艺所需的表面打磨、酸洗等),确保粘接面清洁干燥,即可通过简单按压实现初步定位。这种“即取即用”的特性,尤其适合售后维修场景中对快速响应的需求——操作人员无需额外培训,短时间内即可完成从准备到粘接的全流程作业。
在实际应用中,丙烯酸AB胶的触变性设计使其在涂抹后不易流淌,可控制胶层厚度与分布范围,避免因操作不当导致的胶水浪费或污染。对于形状复杂的底盘部件(如悬挂臂、护板转角等),可通过刮板、毛刷等简易工具实现均匀涂布,再利用夹具或手动按压维持贴合状态,等待固化即可完成修复。
在胶粘剂的使用与储存环节,规范的操作流程和细节把控是保障产品性能与生产效率的关键。为确保胶水品质稳定、使用顺畅,以下要点需重点关注。
胶水分装工序对成品质量影响大。为避免因气泡混入或混合不均导致性能下降,建议在真空环境下进行分装操作,确保胶水均匀一致。储存环境温度同样不容忽视,25℃左右的环境温度能够很大程度维持胶水的化学稳定性,减少因温度波动引发的变质风险。
包装环节是防止胶水失效的重要防线。在分装前需通过充分测试,结合胶水特性选择密封性良好的包装方式,杜绝空气、湿气渗入引发的提前固化或性能衰减。使用混合管进行打胶作业时,需精细把控胶水操作时间,长时间停顿易使胶水在管内固化,不仅造成堵管问题影响施工效率,还会导致胶水浪费,增加生产成本。这些操作细节的严格落实,能够有效保障胶粘剂使用过程的稳定性与可靠性,助力企业实现高效生产。 在哪些应用中,需要丙烯酸AB胶的高机械强度?

在丙烯酸酯AB胶的工业应用场景中,固化时间的管理是决定粘接强度与可靠性的重要因素。作为双组分化学反应型胶粘剂,其固化过程实质是分子交联形成稳固结构的动态演变,任何时间把控失准或外力干扰,都可能直接导致粘接性能劣化。
丙烯酸酯AB胶的固化需经历从初步凝固到完全硬化的完整周期。若在胶水未形成足够交联密度时过早施加应力,胶体易出现移位、变形甚至脱粘;而固化完成后长期处于不当应力作用下,即便达到标称强度,也会加速疲劳老化进程。不同型号的AB胶固化特性差异大,部分快速固化产品虽能在数分钟内初步定型,但其深层交联仍需数小时至数十小时不等,常温下完全固化通常需24小时以上,高温加速固化亦需控制时间参数,避免因反应过快产生内应力。
严格遵循产品技术参数是保障固化质量的关键。企业应依据胶水说明书设定固化周期,并结合应用场景优化工艺流程。例如,设置静置区域,配备温湿度监控设备,为胶水创造稳定的固化环境;针对高应力承载、快速周转等特殊需求,选择适配固化速率的产品型号。同时,建立标准化操作规范,明确不同工况下的固化时间节点与应力限制,限度降低人为因素导致的质量波动。
如有需要,欢迎联系我们卡夫特技术团队。 混合后的丙烯酸AB胶保质期还有多少?广东木工用丙烯酸酯AB胶粘接方法
丙烯酸AB胶能用于固定粘接家用电器的外壳吗?浙江抗冲击性丙烯酸酯AB胶粘接方法
说说胶粘剂使用过程中极为关键的一环——表面处理。这表面处理,简单来说,就是要对被粘材料的表面进行打理。
第一步,得把被粘材料表面清理干净,这就包括除油去锈。会严重影响胶粘剂的粘接效果,必须把它们统统“赶跑”。除油去锈之后呢,还要进行适当打磨。打磨可不是随便磨磨就行。
大家知道,被粘物表面的清洁度那是至关重要的。在众多清洁方法里,气相除油效果相当出色。常用的能实现气相除油的溶剂有三氯乙烷、三氯乙烯、甲乙酮、甲醇等等。不过,这里得给家人们提个醒,可千万别用汽油、煤油、石脑油、燃料油、烃类溶剂这些来清洁。为啥呢?因为用它们清洁过后,被粘物表面会残留一层油膜,这油膜就像胶水与材料之间的“阻碍层”,让胶水没法和材料紧密贴合,严重影响粘接效果。
再说说打磨,对被粘物表面适当打磨,其实是为了提高粘接强度。但打磨的程度要把握好,表面粗糙度控制在0.76μm-2μm这个范围比较合适。要是打磨得太粗糙,表面粗糙度大于3.2μm,那就麻烦了,这会导致被粘物之间的间隙过大,胶水没法很好地填充,**终使得粘接强度大打折扣。所以啊,在对被粘材料进行表面处理的时候,每一个步骤都要认真对待,这样才能让胶粘剂发挥出理想粘接效果。 浙江抗冲击性丙烯酸酯AB胶粘接方法