- 品牌
- 川井
- 型号
- EC2128
- 品种代码
- EC2128
- 溶解性
- 水溶性,油性
- 类别
- 微乳化切削液,半合成切削液,全合成切削液,不锈钢切削液,铝合金切削液,镁合金切削液,乳化切削液,合成切削液,铸铁切削液
- 性能
- 防锈切削液,润滑切削液,冷却切削液,清洗切削液,环保切削液
- 适用材料
- 铁、碳钢、合金钢、不锈钢、铜、铝
- 产地
- 东莞
- 厂家
- 亿尔佳防锈材料有限公司
1.铜的切削特点(1)纯铜强度较低、硬度低,不能热处理强化,只能通过冷加工变形强化,但因塑性大,铜切削加工性与纯铝同样不好,变形强化倾向大,易粘刀,很难切出光洁的已加工表面。一般选用润滑性能较好的切削液。(2)黄铜的强度、硬度高于紫铜,但有一定的脆性,易产生崩碎切屑,切削加工性较好,一般可选用非活性的减磨乳化切削液和微乳化切削液,用高速钢刀具精加工时可选用非活性的极压切削液。(3)青铜尤其是铍青铜的强度、硬度更大,可以选用普通乳化切削液和微乳化切削液。(4)选择铜及铜合金的切削液时,必须注意的问题是切削液对铜的腐蚀性。油性切削液中的油脂或酯类物质有可能引起零件变色;使用水性切削液时须选择抗硬水能力强的,而且PH值不能太高。不能使用含有活性硫添加剂的切削液,同时在切削液中需要添加铜合金缓蚀剂。切削时产生的细屑要即时清理,要使用过滤器,否则铜屑易与切削液中的某些成分发生化学反应而使切削液变质。电解板切削液是一种专门用于金属切削加工的冷却液,具有优异的冷却、润滑、防锈和清洗性能。上海不锈钢切削液按要求定制
切削液
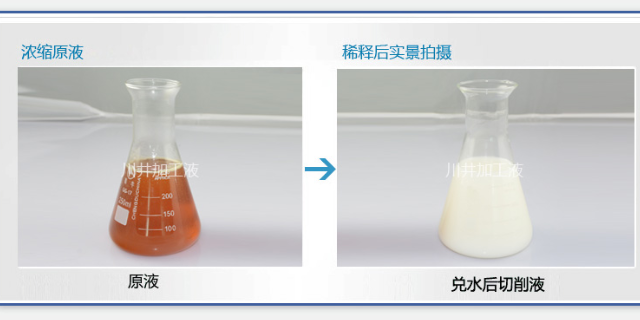
切削液的选择切削液的选择应根据具体的加工条件、工件材料和刀具类型进行。一般来说,切削液可分为水溶性切削液和油性切削液两大类。水溶性切削液:这类切削液具有较好的冷却和清洗效果,适用于高速切削和磨削加工。同时,水溶性切削液对环境污染较小,易于处理和回收。油性切削液:这类切削液具有较好的润滑和防锈性能,适用于低速切削和重载切削。然而,油性切削液对环境污染较大,需要妥善处理和处置。三、切削液的使用在使用切削液时,需要注意以下几点:保持切削液清洁:切削液中的杂质和污染物会降低其性能,甚至导致刀具磨损和工件质量下降。因此,应定期更换切削液,并保持切削液清洁。控制切削液浓度:切削液的浓度过高或过低都会影响其性能。应根据加工条件和切削液类型,选择合适的切削液浓度。定期检查刀具和工件:使用切削液后,应定期检查刀具和工件的状态,以便及时发现问题并采取相应措施。 江苏电解板切削液按要求定制切削液的浓度对加工效果有重要影响,需根据加工要求严格控制切削液的浓度。

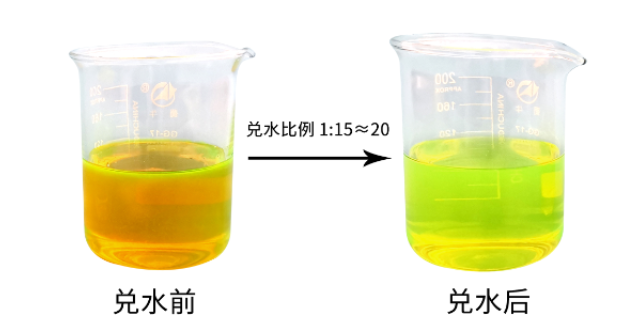
水基切削液的维护与保养1、往水池中加入切削液前,要先将水池与管道清洗干净,并进行消毒杀菌处理。有利于延长切削液的使用寿命。2、配置水溶性切削液时,应按照先加水后加浓缩液的顺序加入,然后将工作液搅拌均匀使用。3、定期对工作液的相关指标(浓度PH值)进行检测,若浓度偏低,可补加适当的原液,若浓度偏高,可补充适量的水,使工作液浓度维持在比较好状态。4、配置水性加工液时,应尽量使用离子水,其水的硬度控制在100—250ppm之间。5、对机器系统及槽液的铁屑、油污、杂质等要及时处理,保持冷却系统和工作环境的清洁卫生。
首先选择铝合金超声波清洗剂清洗水基切削液时,应考虑以下因素:1.使用超声波清洗机时,要根据清洗剂的特点来选择正确的清洗方式,在清洗之前要根据清洗对象做出不同的清洗方案,因为市场上铝合金清洗剂的清洗效果都有不同,如果使用不当会对物件表面造成破坏。2.使用超声波清洗机清洗铝合金部件时,应选用安全无毒、环保无伤害、中性偏碱的铝合金清洗剂。3.选用铝合金清洗剂时,还要考虑使用成本,一些清洗剂虽然价格低廉,但使用成本并不一定低,因为不同的清洗剂清洗效率、清洗温度都有所不同。优异的极压润滑性、工件光洁度好、刀具寿命长;用于CNC、车床等不锈钢的车削加工。

切削液,作为一种在金属切削过程中较多使用的液体,对于提高加工效率、保证工件质量以及延长刀具寿命具有至关重要的作用。本文将探讨切削液的工作原理、种类、选择及应用,以帮助读者更深入地了解这一重要的工业液体。一、切削液的工作原理切削液在金属切削过程中起着冷却、润滑、清洗和防锈等多重作用。在切削过程中,切削液能有效降低切削区域的温度,防止刀具因过热而磨损。同时,切削液还能在刀具与工件之间形成润滑膜,减小摩擦,降低切削力,从而提高加工精度和表面质量。此外,切削液还能清洗掉切削过程中产生的切屑和磨粒,保持切削区域的清洁,避免切削堵塞。切削液还具有一定的防锈功能,能防止工件在加工过程中生锈。 切削液能有效降低切削温度,减少刀具磨损,提高工件表面质量,同时延长刀具和机床的使用寿命。江苏电解板切削液按要求定制
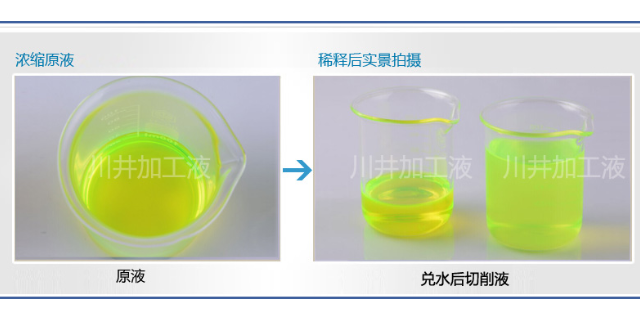
川井全合成切削液兑水全成透明液体。上海不锈钢切削液按要求定制
切削油的主要质量控制指标有粘度、闪点、倾点、脂肪含量、硫含量、氯含量、铜片腐蚀、水分、机械杂质、四球试验等。关于测定方法可参考有关的试验方法标准,在此对部分项目给予简单说明。1、脂肪含量脂肪是切削油中的油性添加剂,是划分切削油类别的一个重要指标,切削油中脂肪含量过高或其质量控制不当,容易在机器上形成粘性物质造成机件运动不灵活,严重时会变成漆膜即所谓“穿黄袍”。2、氯含量切削油中氯主要来自含氯的极压剂。氯需要在较高含量(大于1%)时,方可显现出有效的极压作用。如果氯含量不足1%,可以认为它不是为了提高润滑性。一般含氯极压切削油其氯含量都在4%以上,比较高时可达30%~40%。3、硫含量切削油中硫来自两个方面。一个是加入的含硫极压剂,另一个是来自其他没有极压作用的含硫化合物,如基础油中原有的天然硫化物以及防锈剂、抗氧剂等。有效的硫只需很低含量()即可产生明显的极压效果。含硫极压剂对抑制积屑瘤特别有效,没有简单的方法能分别测出有极压性的硫和没有极压性的硫。4、铜片腐蚀测定的方法是铜片法。腐蚀活性的大小用级数表示,1~2级为低活性或非活性,3~4级为高活性。 上海不锈钢切削液按要求定制

- 湖南铝合金切削液平均价格 2024-06-01
- 江西模具钢切削液生产 2024-06-01
- 安徽汽车配件切削液销售 2024-05-31
- 湖南乳化切削液厂家供应 2024-05-31
- 重庆本地切削液样品试用 2024-05-30
- 青海半合成切削液需求 2024-05-30
- 贵州全合成切削液电话 2024-05-29
- 贵州不锈钢切削液样品试用 2024-05-29