- 品牌
- 川井
- 型号
- EC2128
- 品种代码
- EC2128
- 溶解性
- 水溶性,油性
- 类别
- 微乳化切削液,半合成切削液,全合成切削液,不锈钢切削液,铝合金切削液,镁合金切削液,乳化切削液,合成切削液,铸铁切削液
- 性能
- 防锈切削液,润滑切削液,冷却切削液,清洗切削液,环保切削液
- 适用材料
- 铁、碳钢、合金钢、不锈钢、铜、铝
- 产地
- 东莞
- 厂家
- 亿尔佳防锈材料有限公司
在使用全合成切削液时,通常你会发现在切削液表面有大量的泡沫,而这些泡沫会给加工工序带来一系列的影响,比如:影响到加工的质量;导致冷却润滑液失效;占用油槽容积造成浪费等后果。所以在这里新万成推荐您使用全合成切削液消泡剂,它可以很好的解决这个泡沫问题。其实,切削液产生泡沫的原因有很多,在这里小编给大家总结了几点:(1)如果切削液水质偏软,其中度软化的水和含碱的水就会增加乳化液泡沫的产生;(2)流体循环泵密封不严也会增大液体的泡沫;(3)当切削液的流速太快时,气泡没有时间溢出就会越积越多,导致大量泡沫产生;(4)切削液液槽容积过小,导致切削液静置时间不足;(5)系统设计不合理,尤其是回流管和液槽的布局不合;(6)水槽设计中直角太多,或切削液的喷嘴角度太直。(7)还有一些其他外界因素会导致泡沫产生,比如切削液受到清洗剂污染,渗入杂质等。 选用切削液时应该注意什么?珠三角汽车零配件切削液平均价格
切削液
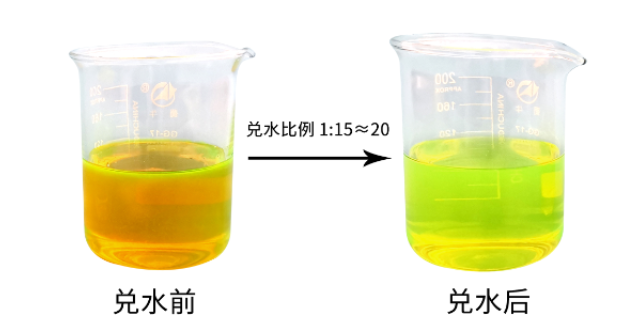
CNC切削液切削液优点一.优良的防锈性能(防锈时间三个月以上)二.溶液碧绿透明,具有良好的可见性,特别适合数控机床,加工中心等现代加工设备上使用。三.环保配方:不含氯、三嗪、二级胺、芳香烃、亚硝酸钠等对人体有害成份,对皮肤无刺激性,对操作者友好。四.切削液变质发臭控制:精选进口添加剂,防腐性极强,在系统或单机油槽中都有很长的寿命(一年以上不发臭变质)五.低泡沫:出色的抗泡性,可用于高压系统及要求高空气释放性的操作条件,软硬水适用。六.润滑性:配方中含有独特的表面活性剂,乳化剂。润滑性能远高于同类产品,明显降低刀具成本,提高表面加工精度,可替代切削油使用,为操作者创造良好的环境。七.沉屑性:排油性配方具有良好的沉屑性,提供切削屑及切削细分的快速沉降,维持系统清洁及容易清洗排除污染物,浮油很快在切削液的液面上完全分离。八.冷却性和冲洗性:良好的冷却性和清洗性,保持机床和工件的清洁,减少粘性物残留。九.高浓缩型:用水稀释20-30倍,可正常使用。十.低价性:切削液从进料,生产,物流,都进行精细的成本控制,尽量把利润空间留给客户。 珠三角附近的切削液销售厂微乳切削液,保护刀具延长使用寿命,提高加工精度。
油基切削液引起的皮肤炎是油性皮肤炎,被称为“油过敏”。研究表明,油基切削液所引起的皮肤疾病与作为基础油的矿物油对皮肤的脱脂作用和刺激性关系密切。在矿物油的组成成分中,按照芳香烃—环烷烃—链烷烃的顺序其脱脂作用和刺激性逐渐减弱。矿物油的成分与精制方法有关,加氢精制得到的基础油诱发皮肤疾病的可能性小。其次,矿物油粘度对皮肤刺激也有影响,按汽油—煤油—轻油—全损耗系统用油的顺序其脱脂作用逐渐减弱。粘度越低的油其脱脂作用越强。例如,珩磨加工、超精加工、研磨加工等多使用煤油、轻油之类低粘度油,清洗零件时常使用煤油、轻油或石油溶剂。如果与这类低粘度油或溶剂长期接触,手的表面往往就会被脱脂而变得干燥,从而开裂发展到深红色的皮肤炎。若是煤油、轻油劣化变质则其刺激性会增强。所以,还应该注意工作液的劣化问题。油基切削液中各类添加剂诱发皮肤疾病的程度不同。作为添加剂的动植物油脂、磷化合物等由于热分解或加水分解变成刺激物质而引起接触性皮肤炎、氯化物引起氯素的可能性都存在。
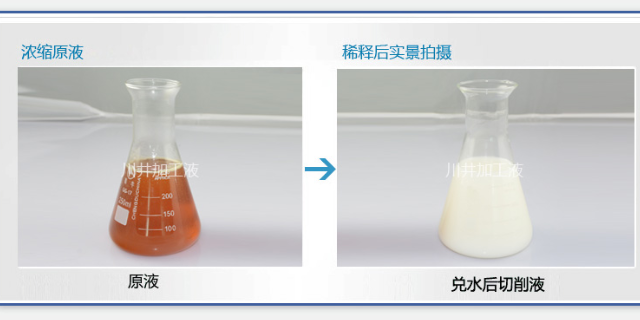
全合成切削液。主要优点:A、优越的润滑性,能有效减少工件与刀具之间的摩擦,提高刀具使用的寿命和加工工件的光洁度。B、良好的冷却性能,能带走加工时产生的热量,减小工件热膨胀系数,保证加工的尺寸精度。C、减少加工后多余的清洗工序。D、良好的防腐防锈功能,能有效的保护机床的腐蚀和工件的氧化。E、环保性能,能有效减少环境的污染,并且能降低公司的加工成本。主要用途:适用于各种硬质材料高速切削加工如碳钢、不锈钢、铝、铜、合金钢、铸铁,也可以用于做手机外壳的切削加工。使用方法:A、根据加工需求兑水使用:车削加工兑水使用比例1:30;铣削加工兑水使用比例1:20。B、用新液前,先将出贮油箱及管路清洗干净,配入本品的工作稀释液循环后便可使用。C、槽液消耗需要补充时,加水的同时按比例加入相应数量的原液。乳化切削液的兑水比例是多少?

切削液的使用注意事项,在实际操作中,我们经常看到工人在配制切削液时随意性较大,操作者看到水箱内切削液少了就加水,加浓缩液,搅拌后觉得切削液浓度不够,再加浓缩液;看上去太浓了又再加水,一切以感觉为主.(切忌只加水,不加原液),认为什么比例不比例的,差不多就行,它造成的结果是一会的配制比例是1:20,明天也许是1:10或1:30,这必定会对切削液产生严重影响.水溶性切削液在实际使用过程中,不同的加工形式对润滑和冷却的要求是不一样的.一般规律是切削负荷越大,润滑要求越高,则切削液配制浓度相对越大;加工速度越高则对冷却的要求偏重一些,切削液配制浓度则相对低一些.注意事项:本品用水稀释时,请选用合适水源(如自来水或其他水),禁用深井水,河水或未净化的水。室内贮存,选择阴凉、通风、干燥的场所,防止水分和杂质混入而影响产品质量。 防锈乳化切削液比普通切削液具有更好的润滑性和防锈性。广东半合成切削液厂家现货
微乳切削液和全合成切削液有什么不同?珠三角汽车零配件切削液平均价格
防锈切削液产生锈蚀的原因 1、加工方法或加工介质选择不当。 2、结构设计或选材不合理。 3、零件表面残留有 腐蚀介质。 4、裸手拿取成品零件。 5、零件未经 防锈处理存放,受到潮气、灰尘或腐蚀性气体的作用。 6 、管理不善。 预 防工件生锈的措施 1、防止外界污染物混入 切削工作液和及时清理污染物;、 2、维护管理时及时补充新液、 碱性物质、防锈剂等,保持切削工作液浓度、防锈性、PH值、防腐能力等性能稳定,严重劣化时需更换新液; 3、在有切削液的情况下避免异种材料长时间接触; 4、避免将 零件重叠放置或放在易吸潮的物体上; 5、在环境气氛恶劣的情况下,预先涂上防锈油脂; 6、尽量缩短工序间停留时间或采取 工序间防锈措施。珠三角汽车零配件切削液平均价格


- 电解板切削液厂家供应 2024-09-06
- 山东碳钢切削液供应 2024-09-06
- 天津镁铝合金切削液厂家现货 2024-09-06
- 青海模具钢切削液生产 2024-08-30
- 山东镀锌板切削液 2024-08-28
- 天津铜合金切削液平均价格 2024-08-28
- 江西本地切削液销售 2024-08-28
- 江苏五金切削液厂家现货 2024-08-27