- 品牌
- 贝斯特宁BESTNEW
- 型号
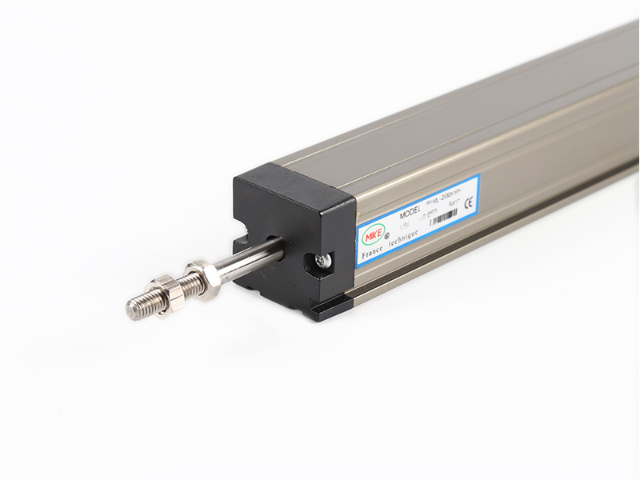
- MIKE欧米克
- 用途类型
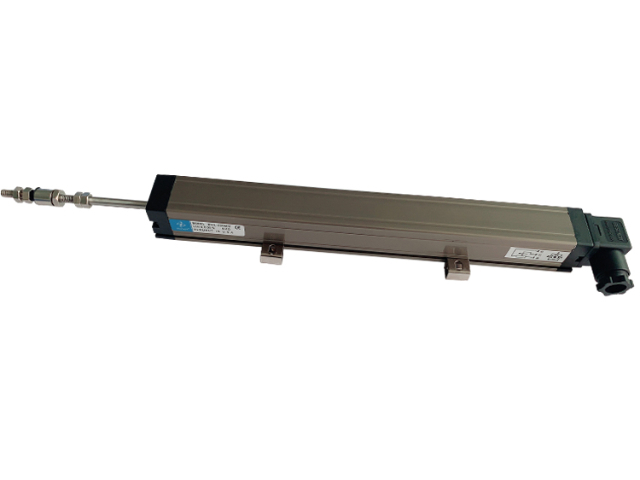
- 位移传感器
- 工作原理
- 电阻式/电子尺
- 输出信号
- 模拟型
- 材质
- 金属膜
- 位移特征
- 直线位移
- 测量范围
- 中位移,小位移,大位移
- 产地
- 广东深圳
- 数量
- 9999
- 106737790
- 厂家
- 深圳市贝斯特宁科技有限公司
注塑企业的设备管理中,维护计划制定常依赖经验,易出现过度维护或维护不足的问题。注塑机电子尺内置运行状态监测功能,可记录设备的使用时长、测量次数、故障次数等数据,通过数据分析为维护提供科学依据。某大型注塑集团通过注塑机电子尺的数据分析,将设备维护周期从 3 个月调整为根据实际运行状态制定,过度维护成本减少 40%,同时避免了因维护不足导致的设备故障,设备综合效率(OEE)提升 15%,为集团的精细化管理提供了数据支持。不同规格的注塑机电子尺适用于不同类型的注塑机。淮安通用注塑机电子尺机械化

针对不同行业、不同规格注塑机的个性化需求,深圳市贝斯特宁科技有限公司具备强大的注塑机电子尺定制化服务能力,能够为客户提供从产品设计到生产交付的全流程定制解决方案,满足特殊工况下的位移检测需求。定制化服务主要涵盖四个维度:一是尺寸定制,根据注塑机的安装空间与行程需求,定制电子尺的长度、直径等尺寸,例如为小型注塑机(锁模力<50 吨)定制长度 100mm 的微型注塑机电子尺,为大型注塑机(锁模力>500 吨)定制行程达 2000mm 的长行程电子尺;二是性能定制,根据客户对精度、速度、环境适应性的特殊要求,优化产品性能,例如为高温注塑场景(如 PA66 + 玻纤材料注塑,模具温度达 200℃)定制耐高温注塑机电子尺,采用耐高温导电材料与陶瓷外壳,使工作温度上限提升至 150℃;为高速注塑场景(如薄壁快餐盒生产,射速达 500mm/s)定制高速响应注塑机电子尺,将信号响应时间缩短至 1ms 以内梅州通用注塑机电子尺移动测量深圳市贝斯特宁注塑机电子尺抗振动性能优异。

深圳市贝斯特宁科技有限公司的注塑机电子尺为满足不同注塑机控制系统的需求,设计了多种信号输出类型,具备极强的系统兼容性,能够轻松适配市面上主流的注塑机品牌与控制系统。目前,贝斯特宁注塑机电子尺主要提供四种常用信号输出方式:第一种是模拟量输出,包括 4-20mA 电流信号与 0-10V 电压信号,这种输出方式适用于大多数传统注塑机控制系统(如西门子 S7 系列 PLC、三菱 FX 系列 PLC),电流信号具有抗干扰能力强、传输距离远(可达 100 米)的优势,电压信号则接线简单,适合短距离传输(≤10 米);第二种是数字量输出,支持 RS485、RS232 等串口通信协议,可直接与注塑机的工业触摸屏或上位机系统连接,实现位移数据的数字化读取与存储,方便进行生产数据追溯与分析,这种输出方式在智能化注塑车间中应用 ;第三种是脉冲输出,适用于需要高速位移检测的注塑场景(如高速薄壁注塑机),脉冲频率可达 10kHz,能够实时捕捉螺杆的快速运动位移;第四种是定制化信号输出,针对部分特殊品牌注塑机(如恩格尔、克劳斯玛菲等进口设备)的 控制系统,贝斯特宁可根据客户需求,开发匹配的信号接口与协议,确保注塑机电子尺与原有系统无缝对接。
长期使用成本低,性价比突出,设备的长期使用成本是企业关注的重点。注塑机电子尺不仅采购成本具有优势,长期使用成本也低于同类产品。其平均使用寿命长达8年,是普通电子尺的2倍;维护周期延长至18个月,维护费用降低60%;低功耗设计每年可节省大量电费。某注塑企业对设备使用成本进行核算,该电子尺的年平均使用成本为同类产品的50%。长期使用成本低的优势,使企业在长期生产中持续节省开支,提升利润空间,彰显了产品的性价比。深圳市贝斯特宁注塑机电子尺符合 GB 国家标准。

随着注塑行业向高精度、智能化、绿色化方向发展,注塑机电子尺的技术也在不断迭代升级,深圳市贝斯特宁科技有限公司基于对行业趋势的判断,明确了注塑机电子尺的三大创新方向,持续产品技术发展。个创新方向是更高精度化,目前贝斯特宁注塑机电子尺的测量精度已达 ±0.01mm,未来将通过采用更先进的导电材料(如碳纳米管复合导电材料)与更高精度的制造设备(如亚微米级激光调阻仪),将精度提升至 ±0.005mm,满足微型精密注塑(如医疗微流控芯片)的需求;第二个创新方向是智能化升级,计划在注塑机电子尺中集成温度、振动等传感器,实现多参数同时检测,同时增加边缘计算功能,能够自动识别故障类型并发出预警,例如当检测到温度过高时,自动调整内部散热结构,或提醒操作人员检查环境温度,进一步提升产品的智能化水平;第三个创新方向是绿色节能,通过优化电子尺的电路设计,降低功耗(目前产品功耗约 1W,未来目标降至 0.5W 以下),同时采用可回收环保材料制造外壳与内部部件,减少对环境的影响,符合绿色制造的发展趋势。注塑机电子尺远程诊断功能快速排查故障。丽水自动化注塑机电子尺行程仪
注塑机电子尺性能前列,是保障注塑生产质量的关键部件。淮安通用注塑机电子尺机械化
汽车零部件注塑生产对尺寸精度与生产稳定性的高要求,使得注塑机电子尺成为该领域的刚需设备,而深圳市贝斯特宁科技有限公司的注塑机电子尺凭借性能,已广泛应用于汽车保险杠、仪表盘、发动机塑料配件等关键部件的生产流程中。以汽车保险杠注塑为例,其模具开合行程需精确控制在±0.1mm范围内,若开合模位置偏差过大,轻则导致产品飞边、缺料,重则损坏模具。贝斯特宁的注塑机电子尺通过实时采集开合模油缸的位移数据,将信号传输至注塑机PLC控制系统,系统根据反馈数据动态调整油缸压力与速度,确保每次开合模位置精细一致。在射胶阶段,注塑机电子尺可精细检测螺杆前进的位移量,进而控制熔胶注入模具型腔的体积,避免因射胶量过多导致产品溢料,或射胶量不足造成产品缺陷——例如生产汽车发动机进气歧管这类复杂结构部件时,贝斯特宁注塑机电子尺的0.01mm级测量精度,能够保障歧管内部气道的尺寸精度,确保发动机进气效率符合设计标准。此外,考虑到汽车零部件生产多为24小时连续作业,贝斯特宁注塑机电子尺采用了冗余设计,内置双路信号输出功能,当一路信号出现故障时,另一路可立即切换,避免生产线停机造成的损失。淮安通用注塑机电子尺机械化

在注塑机位移检测领域,传统方式如机械标尺、普通电位器等已逐渐被高精度注塑机电子尺取代,深圳市贝斯特宁科技有限公司的注塑机电子尺与传统检测方式相比,在精度、稳定性、寿命等关键指标上呈现出优势。从测量精度来看,传统机械标尺依赖人工读数,存在 ±0.5mm 以上的视觉误差,且长期使用后易因磨损导致刻度模糊;普通电位器虽然实现了电子化检测,但线性误差通常在 0.5% FS 以上,无法满足精密注塑需求。而贝斯特宁的注塑机电子尺线性误差可低至 0.05% FS,测量精度达 ±0.01mm,能够精细捕捉注塑机运动部件的微小位移变化。在稳定性方面,传统检测方式受环境影响较大 —— 机械标尺在油污、粉尘覆盖后读...
- 无锡质量注塑机电子尺厂家 2026-01-05
- 杭州通用注塑机电子尺设备工程 2026-01-05
- 珠海质量注塑机电子尺常见问题 2026-01-05
- 绍兴替换注塑机电子尺行程仪 2026-01-05
- 江门应用注塑机电子尺技术指导 2026-01-05
- 衢州标准注塑机电子尺设备 2026-01-05
- 梅州应用注塑机电子尺工业 2026-01-05
- 茂名自动化注塑机电子尺检测技术 2026-01-05
- 拉杆注塑机电子尺移动测量 2026-01-05
- 绍兴通用注塑机电子尺标准 2026-01-05

- 河源拉杆注塑机电子尺工业化 2026-01-04
- 珠海自动化注塑机电子尺设备 2026-01-04
- 苏州应用注塑机电子尺机械化 2026-01-04
- 湖州通用注塑机电子尺技术指导 2026-01-04
- 淮安替换注塑机电子尺标准 2026-01-04
- 浙江标准注塑机电子尺行程仪 2026-01-04


- 江门应用注塑机电子尺技术指导 01-05
- 衢州标准注塑机电子尺设备 01-05
- 梅州应用注塑机电子尺工业 01-05
- 茂名自动化注塑机电子尺检测技术 01-05
- 拉杆注塑机电子尺移动测量 01-05
- 绍兴通用注塑机电子尺标准 01-05
- 汕尾拉杆注塑机电子尺移动测量 01-04
- 茂名拉杆注塑机电子尺哪家好 01-04
- 无锡替换注塑机电子尺标准 01-04
- 徐州国产注塑机电子尺设备工程 01-04