多功能一体化:为了适应市场多样化的需求,水平打包机将朝着多功能一体化的方向发展。除了基本的打包功能外,未来的水平打包机可能还会集成称重、贴标、喷码等多种功能,成为一款综合性的包装设备。这样不仅可以减少企业在设备采购方面的投入,还能简化生产流程,提高生产效率。例如,在一些食品包装生产线上,一台集称重、打包、贴标于一体的水平打包机可以一次性完成多个工序,大幅度缩短了产品的包装时间,提高了生产的自动化程度。设备采用耐腐蚀涂层,延长使用寿命,适应潮湿或多尘环境。环保的水平打包机应用
在工业4.0与智能制造的双重驱动下,全球物流包装行业正经历着前所未有的变革。传统的人工捆扎方式因效率低下、稳定性差等问题逐渐被淘汰,取而代之的是以水平打包机为**的自动化包装设备。这类设备通过水平方向的捆扎技术,不仅实现了对大型货物的稳固包装,更通过模块化设计、智能控制系统和节能环保理念,重新定义了工业包装的标准。水平打包机的重心设计逻辑在于将捆扎带的运动轨迹从垂直方向调整为水平方向,通过精密的机械结构与智能控制系统,实现货物在水平面上的稳固捆扎。其云南水平打包机规格冷链物流中,水平打包机与保温包装线配合,确保冷冻货物在捆扎过程中温度恒定。

生产规模直接决定了水平打包机的自动化水平与效率要求。对于小批量、多品种生产的企业(如小型家具厂、五金厂),半自动机型是性价比更高的选择,其价格较低,且能够通过人工辅助适应不同类型的货物,每小时30-80件的打包效率已能满足需求。对于大规模流水线生产的企业(如家电制造厂、管材生产厂),则需选择全自动机型,实现与生产线的无缝对接,每小时80-200件的高效打包能力可确保生产线的顺畅运行。此外,企业还需考虑未来的产能扩张需求,选择具有一定升级空间的机型,例如,支持增加轨道长度、升级输送系统的机型,避免因产能提升导致设备提前淘汰。
水平打包机以其高效、稳定、经济的重心优势,已成为工业包装领域的**设备。从物流仓储的标准化包装到制造业的稳固运输,从零售业的效率**到医药行业的安全保障,水平打包机正通过技术创新与场景拓展,重新定义工业包装的价值边界。未来,随着智能制造与绿色包装理念的深入,水平打包机将向更智能、更节能、更环保的方向进化,成为推动工业包装行业高质量发展的重心引擎。对于企业而言,选择水平打包机不仅是选择一台设备,更是选择一种更高效、更稳定、更经济的包装解决方案,从而在激烈的市场竞争中赢得先机。通过更换捆扎头,水平打包机可兼容不同宽度(6-15mm)的打包带,扩展应用范围。

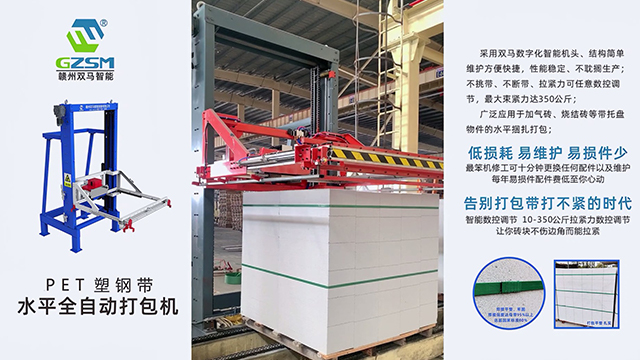
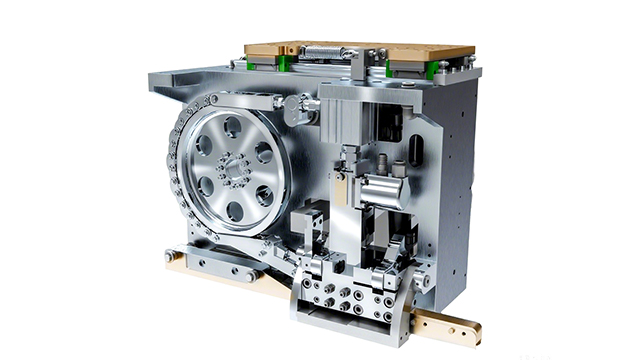
主机结构是水平打包机的重心执行单元,主要包括机架、打包头、轨道系统与张力调节机构。机架作为设备的承重基础,通常采用高强度钢材焊接而成,确保在打包大重量货物时的稳定性,部分重型机型还会配备防震装置,减少设备运行时的振动。打包头是完成打包带熔接、切断的关键部件,根据熔接方式的不同可分为热熔式、超声波式等类型,其中热熔式因适应性强、维护成本低,在工业领域应用较为普遍。轨道系统则为打包头提供水平移动的路径,确保打包带能够均匀环绕货物,轨道的精度直接影响打包带的缠绕平整度,**机型的轨道误差可控制在±0.5mm以内。张力调节机构通过气压或液压系统控制打包带的缠绕张力,范围通常在5-500N之间,可根据货物材质(如纸箱、木材、金属)的不同进行精细调整,避免因张力过大导致货物变形或张力不足导致打包松散。医药行业使用洁净型水平打包机,在无菌车间内完成药品包装箱的密封捆扎作业。钢铁行业的水平打包机捆扎方案
紧凑型机身设计节省空间,适合中小型工厂或仓库的有限场地。环保的水平打包机应用
水平打包机作为工业自动化包装领域的重心装备,其发展历程见证了工业技术的进步与企业生产需求的升级。从较初的机械半自动设备,到如今集成智能互联技术的全自动系统,水平打包机在效率、质量、适应性等方面实现了质的飞跃,为各行业的生产发展提供了有力的支撑。面对未来,随着智能化、绿色化、柔性化成为工业发展的主流趋势,水平打包机行业将迎来新的发展机遇和挑战。企业应抓住机遇,加大技术创新投入,提升设备的智能化水平和绿色节能性能,满足市场的多样化需求;同时,通过产业整合、国际化拓展等方式,提升行业的整体竞争力。对于使用企业而言,应根据自身需求,科学选购水平打包机,并加强设备的维护管理,充分发挥设备的效能,为企业的生产发展助力。环保的水平打包机应用