- 品牌
- 闽兴,闽兴吸塑,闽兴吸塑包装,闽兴包装科技,闽兴包装材料科技
- 型号
- 闽兴
- 材质
- PE,PP,PET,PVC
- 加工定制
- 是
- 外形尺寸
- 定制
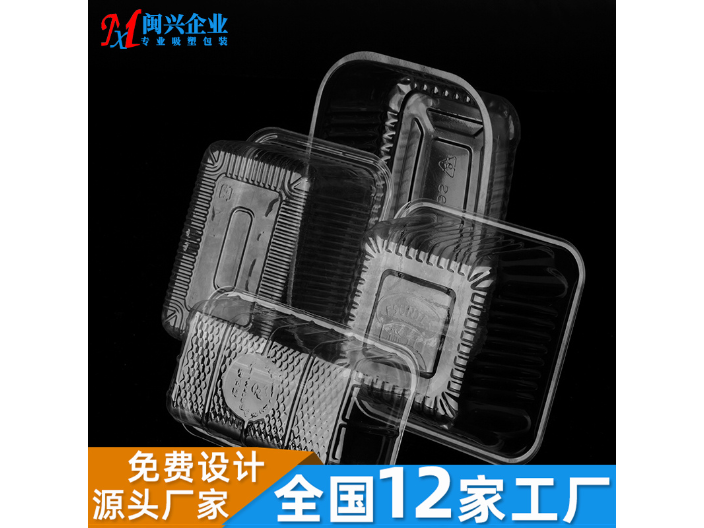
PVC材料(聚氯乙烯),PVC材料比较大的特性是能加入不同的添加剂,做成各种种类的软硬和质感不同用途不一的的物品,可塑性非常强。PVC材料成本低廉、透明性较好,且具有非常好的柔韧性,适用于制作各类吸塑制品和PVC包装盒。PET材料(聚乙烯对苯二甲酸酯)大家经常见到的宝特瓶制作的材料,PET也可以作为纤维使用,PET比较大的特点是且具有完整的回收循环利用系统,这种高效率使用的材料因其环保,安全性在胶盒,吸塑包装行业被大量的使用。外面还会加上一层纸盒包装;防静电电子吸塑大概价格

高周波方式内部加热,它是利用高频电场使吸塑罩、吸塑油内部分子振荡产生热能,完成吸塑成型过程,温度可快速调整。此加热方式热传递**稳定,可以根据材料的性质随意调节相应的温度,但由于融合瞬间会产生大电流,极易产生火花,不适合转移银卡类产品吸塑成型。实际当中,由于吸塑温度对吸塑效果影响比较大,因此一般推荐使用可以快速调整温度的吸塑包装设备。塑料制品是我们日常生活中常见的一种材质,不*可以制作各类生活器具,也可以制成各类工业用品。塑料的使用价值是如此之大;具大概的统计:到目前为止,全球已知的塑料材料有差不多一百来种左右,而被广泛应用的有这几种:PP材料(聚丙烯),是一种非常安全且质地轻的塑料材料,耐热性好,表面有独特的光泽并且容易加工出呈现出鲜艳色彩;由于耐弯折强度比较高,在生产一些一体成型的的容器时(像一些盒盖和盒身成一体的容器)会经常优先采用些类的材质。PP胶盒也是以这类塑料为原材料加工生产出来的透明包装盒,会常用到一些婴幼儿产品的包装上。质量防静电电子吸塑放心注塑工艺制造的产品相对于吸塑工艺制造的产品;

油墨组分中一些树脂材料在固化后(如UV油墨)硬度会高,导致吸塑效果不稳定,一般选择固化后硬度不高的树脂成分的印刷油墨。吸塑油因素的影响吸塑油是一种高分子材料,种类很多,可按照适用材料分类,如PP吸塑油、PVC吸塑油、金银卡吸塑油、卡纸吸塑油等。其主要成分是树脂(如聚氨酯类、丙烯酸类)、添加剂(如抗老化剂、稀释剂等)。按照性能不同,分为水性吸塑油、油性吸塑油、磨光吸塑油、耐磨吸塑油、强力吸塑油等。一般要求:涂布过程控制好涂布量大小,确保膜层表面的流平性、光泽度、渗透效果、干燥性;吸塑过程主要控制温度、压力、时间,确保吸塑牢固。
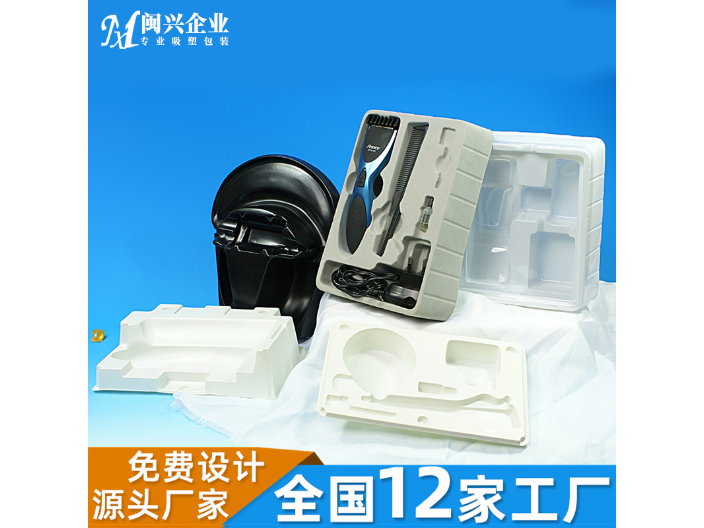
吸塑包装产品吸塑性不良常见原因分析(上)吸塑包装由于被包装内容物可见,具有良好的销售展示效果,在包装生产中应用***。针对实际吸塑包装生产过程中主要出现的产品吸塑性不良的故障,结合实际生产经验,重点从吸塑材料、吸塑工艺方法、吸塑设备加工等方面分析了影响因素。吸塑包装的泡罩采用透明材料,以PVC、PP**为常用,在产品终端,一般将纸卡悬挂放置在货架上,产品的形状一目了然,符合当前消费者消费形态,因此这种包装的产品通常悬挂在商场货架醒目的位置,便于销售;使用这类包装的较多都是以美化物品为主,吸塑包装盒的简称吸塑盒。

3生产设备吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高频机、折边机。封装形成的包装产品可分为:插卡、吸卡、双泡壳、半泡壳、对折泡壳、三折泡壳等。4三折泡壳包装三折泡壳包装是将泡壳折成三个边(前、底、后),多形成一个底边,以便产品能立在平面上。其特点是可以不采用高频封边工艺,而是在泡壳一定位置做上扣位来连接泡壳,必要时还可以打上钉书针,在选材方面可以用PET硬片,而实现环保材料的目的,适合于大口径的产品包装。应注意的问题:1.因没有高频机封边,边缘需要在裁床上高质量裁切完成;2.扣位松紧度要适中。使用材料形态不同:吸塑一般使用板材经过真空吸附改变板材形状达到目的;质量防静电电子吸塑放心
塑料盒、透明盒、打包盒等等这根据个人的语言习惯在行业中不同的称谓。防静电电子吸塑大概价格
假设能够让自己厂家生产的吸塑盒更好地符合客户的要求,并能带来更好的使用效果,主张我们必须按照正规的专业程序生产,同时也需要了解不同厂家的生产技能水平,这对加强生产技能是很有帮助的。特别是在价格定位上对需求进行合理的设置,这样才能使广大消费者在购买时有较高的性价比,自然也会使自己的产品在市场上的曝光率更高,同时也能同时拥有较高的市场占有率,也能更好地满足消费者对经济的要求,带来更实惠的价格。厂商在加工出产时还需要考虑各种不同客户的需求,也需要能够为客户提供针对性定制的服务,这就为吸塑盒出产加工起到更好的作用提供了保障,满足了我们在实际应用过程中的各种要求,带来了更好的应用体会。防静电电子吸塑大概价格
吸塑包装尺寸的得来可分为三种:按照客户样品复制(制模叫复模)、根据图纸制模、根据实物自行设计。因为吸塑的形状一般根据实物定制,故形状多不规则,图纸制作时有很多尺寸不准确或不能标注出,故根据图纸制作时存在的偏差较大。为准确起见,一定要配以实物试装。根据样品复模制作的产品,尺寸偏差才不会很大。一般厚度公差为0.1mm,产品偏差为±2mm。公差产生的原因主要有:1.手工起模时造成的偏差。此偏差一般小于2mm。2.种模复制子模时产生的偏差。此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此...
- 重庆防静电电子吸塑商家 2024-12-23
- 乐山防静电电子吸塑放心 2024-12-22
- 攀枝花防静电电子吸塑商家 2024-12-20
- 乐山出口防静电电子吸塑 2024-12-19
- 资阳防静电电子吸塑商家 2024-12-18
- 眉山防静电电子吸塑供应 2024-12-17
- 德阳防静电电子吸塑 2024-12-17
- 怎么防静电电子吸塑工厂直销 2024-12-16
- 自贡哪些防静电电子吸塑 2024-12-16
- 宜宾防静电电子吸塑放心 2024-12-12



- 塑料防静电电子吸塑联系方式 2024-12-07
- 资阳什么是防静电电子吸塑 2024-12-06
- 什么样防静电电子吸塑服务电话 2024-12-05
- 如何防静电电子吸塑 2024-12-04
- 自贡防静电电子吸塑工厂直销 2024-11-30
- 遂宁防静电电子吸塑哪里好 2024-11-29





- 巴中电子吸塑包装制造 12-26
- 质量电子吸塑包装价格对比 12-26
- 如何饰品吸塑包装放心 12-26
- 昭通什么是饰品吸塑包装 12-26
- 雅安玩具吸塑托盘 12-26
- 电子吸塑包装价格对比 12-26
- 成都吸塑托盘制造 12-25
- 丽江自动化食品吸塑包装 12-25
- 品牌饰品吸塑包装规范 12-25
- 自动化防静电电子吸塑联系方式 12-25