- 品牌
- 闽兴,闽兴吸塑,闽兴吸塑包装,闽兴包装科技,闽兴包装材料科技
- 型号
- 闽兴
- 托盘面数
- 单面托盘,双面托盘
- 进叉方式
- 吸塑托盘
- 上部结构
- 吸塑托盘
- 型式
- 平板双面
- 加工定制
- 是
- 材质
- PE,PP
- 规格尺寸
- 定制
除了上面介绍的三种材料之外,像:聚乙烯(PE)、是一种经常被用来加工生产保鲜膜,塑料袋的原材料,PE因价格低廉而,比较容易成型,也是一种常用生产塑料水桶的材料。PE不耐热,但可耐受零下20度的低温。聚苯乙烯(PS)、之前的CD盒就是用PS生产加工出来的,也是塑料模型常用的材料。PS比较容易着色,但PS不耐热,易破裂,但却比较容易加工出来防静电的产品,是电子行业会经常用到的材料。像PS防静电吸塑托盘就是其中一种产品。。。使得片材完全贴合模具成型;电子吸塑托盘大概价格

传统吸塑过程,采取背面加热方式,加热版受热,通过纸卡背面加热传递热量到吸塑油表面及吸塑罩,完成吸塑成型过程,其吸塑温度相对恒定无法快速调整;热量传递受纸张厚度影响很大,越厚的纸张热量越难迅速传递到吸塑罩上,因此一定要给足够吸塑压合时间让热量充分 传递到吸塑罩上方可保证吸塑效果。加热片式吸塑机,在吸塑罩表面加热传递热量到吸塑油表面,完成吸塑成型过程,其吸塑温度可快速调整;由于加热片直接与吸塑罩接触,当温度过高时,吸塑罩极易受热变形且热量较难传递到吸塑油表面(吸塑罩越薄越易传递热,但越容易变形),要保证良好的吸塑效果,必须选择合适厚度的吸塑罩及调整好吸塑温度、融合时间。电子吸塑托盘大概价格外面还会加上一层纸盒包装;

目前的连线过油方式(一般采用水性吸塑油),可以缩短时间,但是吸塑效果不佳。过油过程主要控制的目标:过油量大小合适(一般约 3-5g/m2 ,视材料表面性能、吸塑油浓度不同而有所差别)、吸塑油充分渗透。涂布过程须控制好涂布量大小,确保膜层表面的流平 性、光泽度、渗透效果、干燥性等;吸塑过程主要控制好温度、压力、时间等条件,确保吸塑效果。①吸塑油涂布厚度要适当。通过调节计量辊与涂布辊之间的空隙或选择合适的网纹辊,确保涂布吸塑油时要有足够的量,不足时可多过一次吸塑油,需保证纸卡表面油层无明显起皱,否则容易出现吸塑不稳定情况;
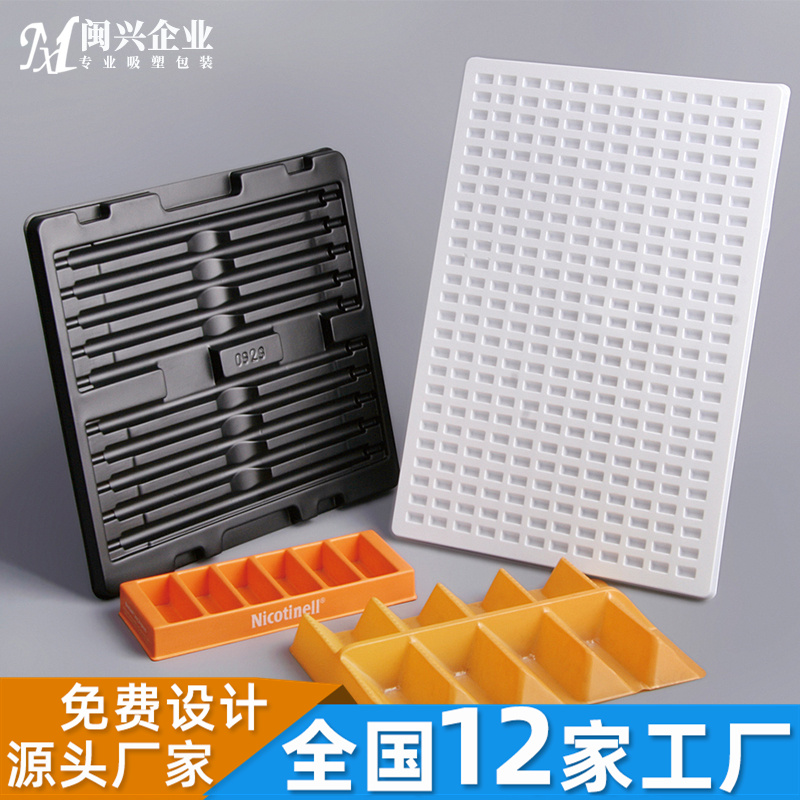
吸塑包装盒**常见的四种材料便当分别是PVC,PET,PS和PP,***解释一下为什么这四种吸塑包装盒不能共享。吸塑包装箱出产过程涉及到一个排模问题,即做大货一模要多少个凹槽,如何排模**合适。各吸塑包装盒因规格排模的方式不同,则排模大件排出后的规格也不一样。吸塑包装箱**终材料规范就要根据大件模具的规格说明而定,不同的吸塑包装箱对材料厚度的要求也是各不相同的,即使与吸塑包装箱材料相差0.1mm也是很大的哦。因此,吸塑包装箱之间的材料很难共享,除非两个吸塑包装箱的外缘宽宽高均相同,只是内部结构不变,这样能够共享,但这种情况在吸塑包装箱工作时却很少发生。为了将托盒一个一个的分开,特别制作模切刀;
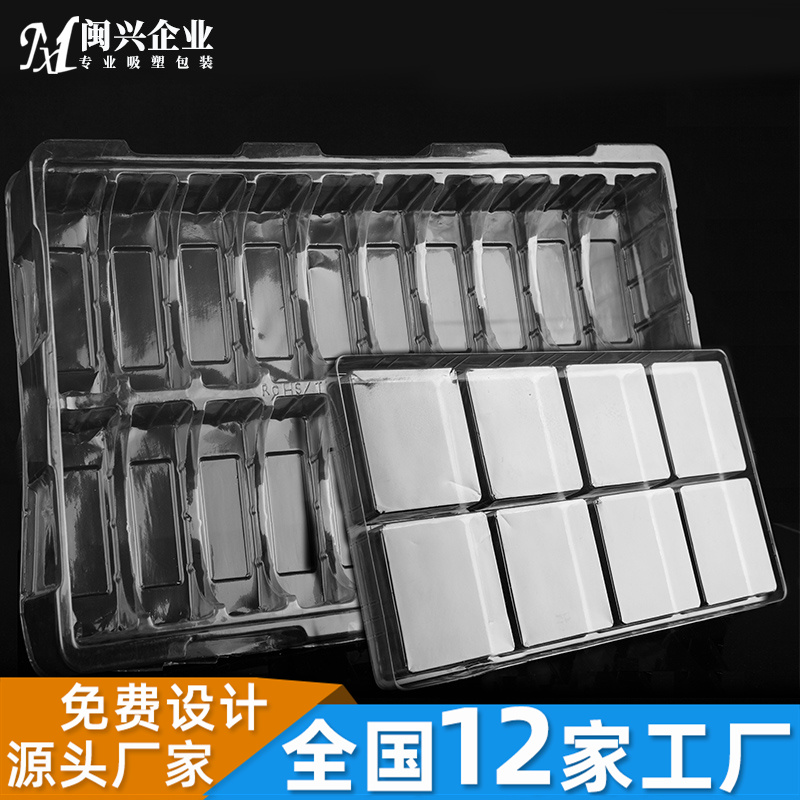
浅谈吸塑包装的主要用途,吸塑包装被称为无容器包装,可大量节省包装的原辅材料,减少包装废弃物,符合全球大力倡导的适度和减量包装的要求。真空吸塑包装是20世纪80年代发展起来的包装新技术和新材料,这种新技术和新材料,开始用于对药片、药丸、卫生丸、糖块等固体小件进行包装。随着塑料包装业逐渐兴起,真空吸塑包装的应用。近年来,在我国真空吸塑包装开始用于对小型电器、工艺品、玩具类、鞋类及一些电子类的包装和周转。如MP3、耳机、USB、玩具、电池、工艺品、运动鞋等的成品包装和五金冲压件、車床件、电脑連接器、电子元件等材料的周转。再通过模具抽真空同时通过软海绵锥挤压;电子吸塑托盘大概价格
吸塑餐盒产品是一种泛称,也有称包装盒;电子吸塑托盘大概价格
吸塑包装生产车间内一般都会有全自动吸塑成型机、吸塑机、冲裁、折边、包装等机械设备,其中吸塑机设备的发热较为严重,也是造成吸塑包装车间内高温现象的产生的原因之一。如何在不影响设备正常使用的情况下降低吸塑包装车间温度,以及换气来改善提高车间空气质量,提供一个更健康更安全舒适的作业环境。那么质量的吸塑包装生产车间降温方案该如何设计呢?1、如果条件允许的情况下,将发热**为严重的吸塑车间与其它区域进行隔离,这样就可以适当的控制热量的扩散,减轻周边车间和岗位的闷热问题加剧;2、小于500平方米面积的吸塑车间电子吸塑托盘大概价格

吸塑包装尺寸的得来可分为三种:按照客户样品复制(制模叫复模)、根据图纸制模、根据实物自行设计。因为吸塑的形状一般根据实物定制,故形状多不规则,图纸制作时有很多尺寸不准确或不能标注出,故根据图纸制作时存在的偏差较大。为准确起见,一定要配以实物试装。根据样品复模制作的产品,尺寸偏差才不会很大。一般厚度公差为0.1mm,产品偏差为±2mm。公差产生的原因主要有:1.手工起模时造成的偏差。此偏差一般小于2mm。2.种模复制子模时产生的偏差。此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此...
- 云南吸塑托盘标准 2024-12-27
- 乐山吸塑托盘大概价格 2024-12-26
- 雅安玩具吸塑托盘 2024-12-26
- 成都吸塑托盘制造 2024-12-25
- 乐山吸塑托盘订做价格 2024-12-24
- 什邡五金吸塑托盘 2024-12-24
- 毕节吸塑托盘标准 2024-12-23
- 贵阳定制吸塑托盘 2024-12-23
- 绵竹吸塑托盘标准 2024-12-23
- 达州吸塑托盘大概价格 2024-12-22



- 什么样吸塑托盘订制价格 2024-12-20
- 出口吸塑托盘工厂直销 2024-12-20
- 乐山PET吸塑托盘 2024-12-19
- 电子吸塑托盘订制价格 2024-12-16
- 临沧吸塑托盘制品价格 2024-12-15
- 四川什么是吸塑托盘 2024-12-15





- 宜宾吸塑杯盖大概价格 12-27
- 重庆食品吸塑包装价格实惠 12-27
- 眉山吸塑大概价格 12-27
- 崇州防静电吸塑托盘 12-27
- 雅安电子吸塑工厂直销 12-27
- 云南吸塑托盘标准 12-27
- 品牌防静电电子吸塑批发厂家 12-27
- 达州贸易防静电电子吸塑 12-27
- 宜宾电子吸塑包装价格实惠 12-26
- 昆明怎么玩具吸塑包装 12-26