- 品牌
- 闽兴,闽兴吸塑,闽兴吸塑包装,闽兴包装科技,闽兴包装材料科技
- 型号
- 定制
- 材质
- 塑料,复合材料
- 提供加工定制
- 是
- 包装型式
- 包装盒
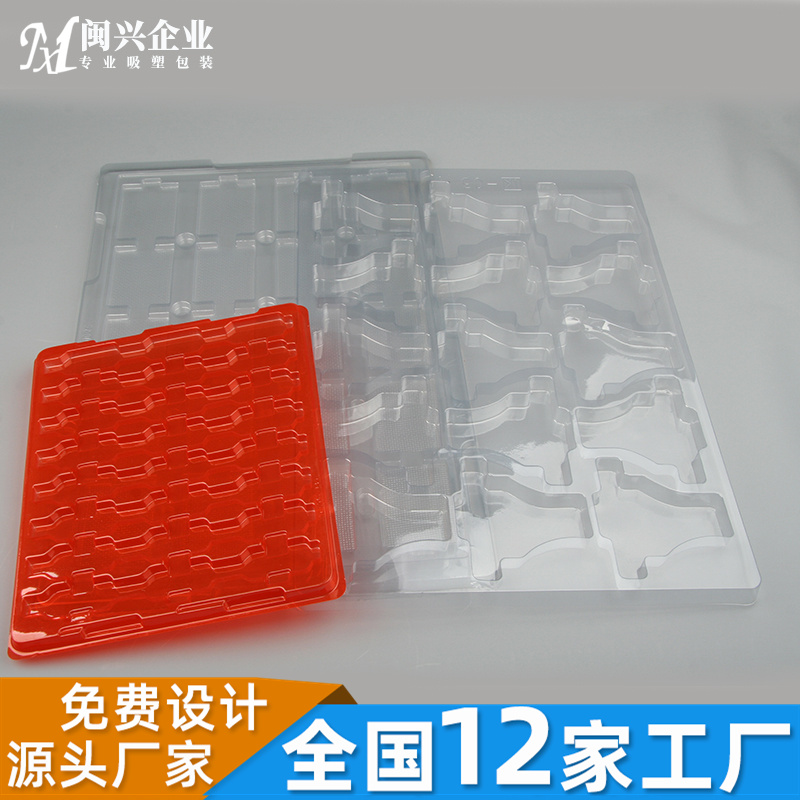
3生产设备吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高频机、折边机。封装形成的包装产品可分为:插卡、吸卡、双泡壳、半泡壳、对折泡壳、三折泡壳等。4三折泡壳包装三折泡壳包装是将泡壳折成三个边(前、底、后),多形成一个底边,以便产品能立在平面上。其特点是可以不采用高频封边工艺,而是在泡壳一定位置做上扣位来连接泡壳,必要时还可以打上钉书针,在选材方面可以用PET硬片,而实现环保材料的目的,适合于大口径的产品包装。应注意的问题:1.因没有高频机封边,边缘需要在裁床上高质量裁切完成;2.扣位松紧度要适中。然后冷却分切出一大张托盒(同模具大小一样)。资阳电子吸塑包装规范
真空成型的优点吸塑包装之所以被广泛应用,主要有以下几个优点:1.节省原辅材料、重量轻、运输方便、密封性能好,符合环保绿色包装的要求;2.能包装任何异形产品,装箱无需另加缓冲材料;3.被包装产品透明可见,外形美观,便于销售;4.适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。晶点就是吸塑包装材料上的一个点,会严重的影响到了吸塑包装产品外观,质量问题是来自于片材供应商,产生这种原因的是片材在生产的时候,有杂物混合在材料中,就会出现这类的质量状况,解决方法就是生产吸塑包装产品前对片材进行检查。资阳电子吸塑包装规范根据你的产品和期望的托盒形状,可以做不同的规格形状。
此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此块厚度变得越薄。不同的操作人员,不同的温度也会使同一部位的厚度不同。以上原因中,手工起模是造成尺寸公差的主要原因,但因模具可以修改校正,故吸塑的偏差一般可控制在2mm以内。需要特别说明的是,材料厚度比成品厚度小两个号(0.05mm)。虽说存在当成品表面积比材料表面积大得多时,成品的厚度会比材料的厚度小得更多,成品表面积比材料表面积大得多,成品的厚度会比材料的厚度小得多这些现象,但总体上来说,一般差距为0.05mm。吸塑是很明确的“量体裁衣”的产品,如要尺寸合适,是要取实物来试装。
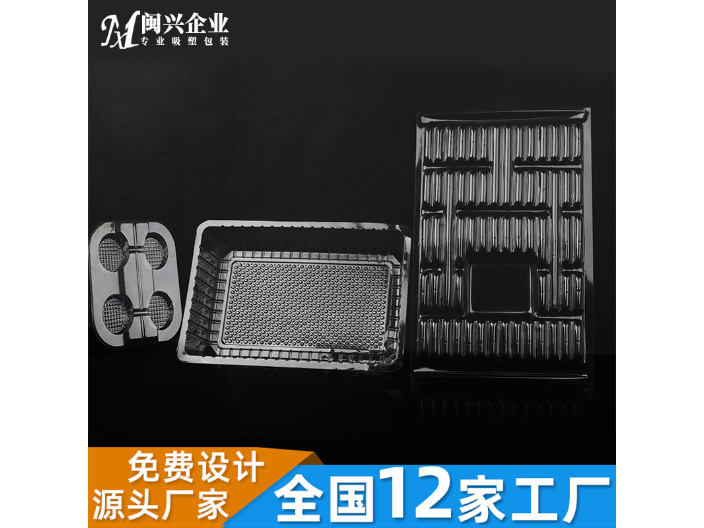
油性吸塑油性能好于水性吸塑油。油性吸塑油中的溶剂溶解能力强,活性高,能将吸塑油分子中的氢键破坏,小分子更容易渗透,溶剂也极易挥发,因此干燥速度快,吸塑效果要好。塑料类包装是包装业里面的四大材料之一:纸制品包装占30%,塑料占25%,金属占25%,玻璃占15%。而吸塑和胶盒就是塑料包装的一个大类。塑料有几种分类,按塑料自身的性能来分有两种,第一种是原材料可以回收重复使用的热塑性塑料,这种材料大分子完全无序排列,我们称之为无定型热塑性塑料。如PVC、PC、PET等。这些材料的特点是:透明性好、机械强度较低、柔韧性好。吸塑盒使用的范围比较大,有玩具产品、文具、化妆品以及数码产品等。

②当加热版的温度大于吸塑油及吸塑罩的温度时,热能才能处于传递状态,直至温度一致,这需要时间的积累;③施加压力,可帮助排除间隙空气加快热量传递,并帮助吸塑油与吸塑罩的紧密吸附;④要注意到,加热版的温度并非吸塑罩及。吸塑包装设备的加热方式影响吸塑包装设备加热方式的种类有三种:传统背面加热方式、加热片式表面加热、高周波方式内部加热。不同加热方式,温控方式不同,传热效果不同,造成吸塑油软化及吸塑冷却成型效果不同。注塑模具的价格比较贵;资阳电子吸塑包装规范
温度过高片材太软,塑料容易进入模具气孔,堵塞气孔。资阳电子吸塑包装规范
要是说到盒包装的价值点怎么看,选择吸塑盒的理由是什么?要从这种包装的来源说起,很多人见过盒包装或者是用过盒包装但不一定了解,盒类型包装的是来自物品的大小生产的时候制作出来的产品,也是使用在数码产品上的包装,**早很多物品商都是选择纸盒还有泡沫包装,但到了后面因为市场的包装使用转折点变了因此也就轮到了塑料包装的使用,吸塑盒产品的轮廓明显,能很好地展现出物品的特征所在,也能很好的增加物品的价值感吸塑盒制品要怎么生产才能发挥出其包装真正的价值资阳电子吸塑包装规范

吸塑包装产品吸塑性不良常见原因分析(上)吸塑包装由于被包装内容物可见,具有良好的销售展示效果,在包装生产中应用***。针对实际吸塑包装生产过程中主要出现的产品吸塑性不良的故障,结合实际生产经验,重点从吸塑材料、吸塑工艺方法、吸塑设备加工等方面分析了影响因素。吸塑包装的泡罩采用透明材料,以PVC、PP**为常用,在产品终端,一般将纸卡悬挂放置在货架上,产品的形状一目了然,符合当前消费者消费形态,因此这种包装的产品通常悬挂在商场货架醒目的位置,便于销售;使用这类包装的较多都是以美化物品为主,吸塑包装盒的简称吸塑盒。宜宾电子吸塑包装价格实惠3生产设备吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高...
- 巴中电子吸塑包装制造 2024-12-26
- 质量电子吸塑包装价格对比 2024-12-26
- 电子吸塑包装价格对比 2024-12-26
- 遂宁精品电子吸塑包装 2024-12-25
- 宜宾电子吸塑包装标准 2024-12-24
- 广元电子吸塑包装按需定制 2024-12-22
- 自动电子吸塑包装制品价格 2024-12-22
- 自动电子吸塑包装订做价格 2024-12-21
- 资阳定制电子吸塑包装 2024-12-18
- 哪些电子吸塑包装哪里好 2024-12-13

- 宜宾怎么电子吸塑包装 2024-12-07
- 电子吸塑包装订做价格 2024-12-06
- 四川电子吸塑包装报价 2024-12-06
- 哪些电子吸塑包装价格大全 2024-12-04
- 什么是电子吸塑包装规范 2024-12-03
- 遂宁电子吸塑包装哪里好 2024-12-02




- 精品食品吸塑包装价格对比 01-03
- 昭通吸塑托盘价格表 01-03
- 重庆定制化妆品吸塑包装 01-03
- 邛崃吸塑托盘供应 01-03
- 南充电子吸塑商家 01-03
- 玉溪玩具吸塑包装服务电话 01-03
- 什么样吸塑托盘服务电话 01-03
- 什么是吸塑杯盖推荐 01-02
- 安顺吸塑托盘联系方式 01-02
- 巴中酒托吸塑托盘 01-02