目前的连线过油方式(一般采用水性吸塑油),可以缩短时间,但是吸塑效果不佳。过油过程主要控制的目标:过油量大小合适(一般约 3-5g/m2 ,视材料表面性能、吸塑油浓度不同而有所差别)、吸塑油充分渗透。涂布过程须控制好涂布量大小,确保膜层表面的流平 性、光泽度、渗透效果、干燥性等;吸塑过程主要控制好温度、压力、时间等条件,确保吸塑效果。①吸塑油涂布厚度要适当。通过调节计量辊与涂布辊之间的空隙或选择合适的网纹辊,确保涂布吸塑油时要有足够的量,不足时可多过一次吸塑油,需保证纸卡表面油层无明显起皱,否则容易出现吸塑不稳定情况;吸塑成型后的月饼吸塑托盘;嘉兴报价静电吸塑

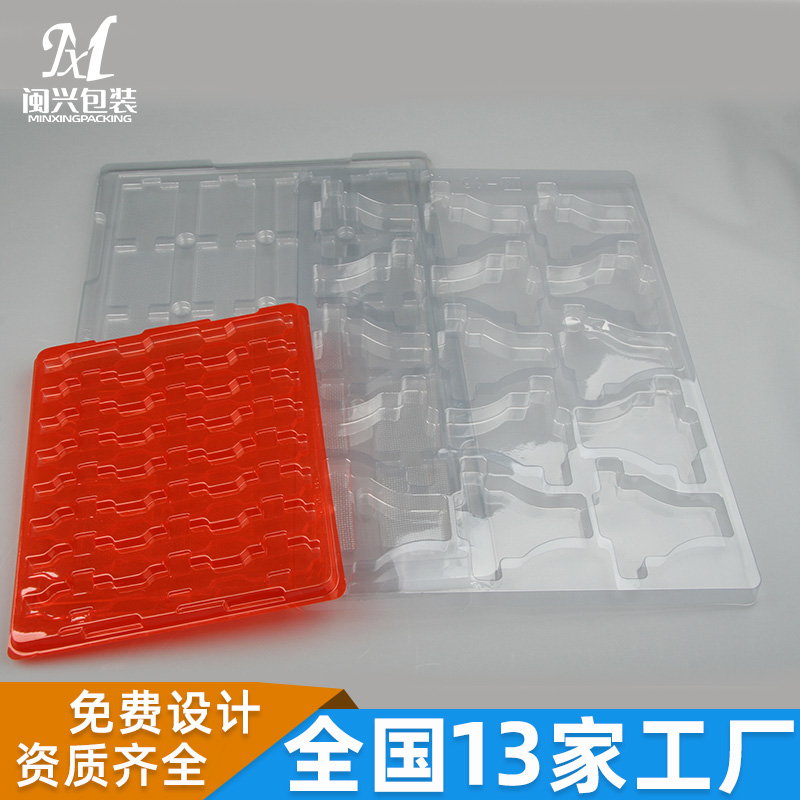
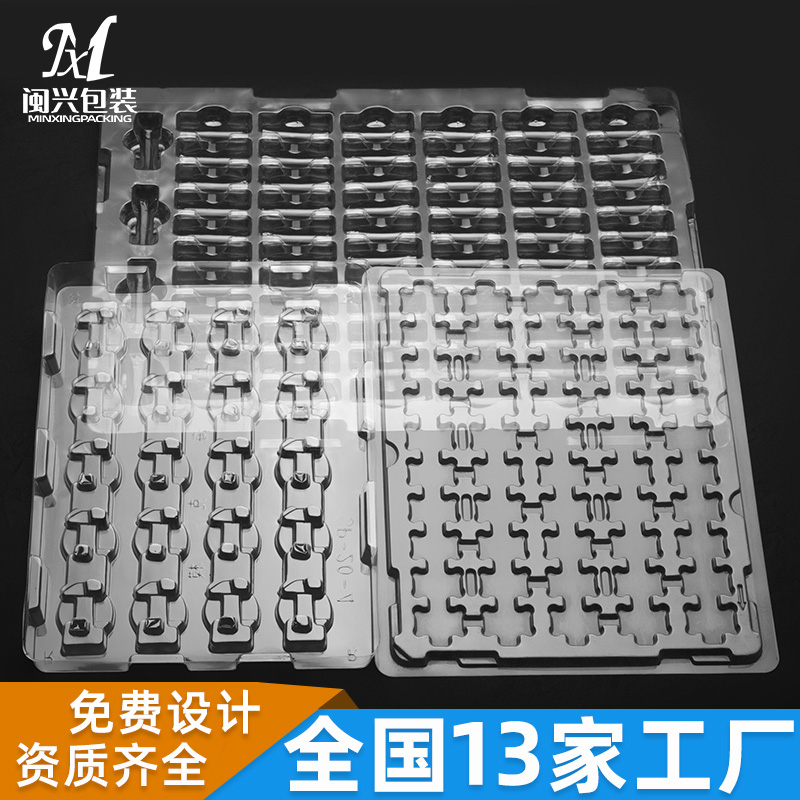
吸塑托盘在我们日常生活中很常见,大家知道吸塑托盘在哪些行业应用比较多吗?***小编就与大家分享,吸塑托盘应用都有哪些行业,你可以了解一下哦~吸塑托盘应用的行业一:医疗行业。吸塑托盘在医疗行业的使用非常***,首先是因为医院医疗设备和药品都是相对比较贵重的而且需要进行分开和隔离,又需要运输起来方便,而吸塑托盘就很好的解决了这个问题。吸塑托盘应用的行业一:食品行业。我们经常会在超市里面看到吸塑托盘的身影,比如鸡蛋包装,或是月饼、水果等包装,都用吸塑托盘来装。食品行业用来装食品不*美观,还可以直观的让人们看到食品的样子,更加吸引人。临海pet防静电吸塑包装经过上一步吸塑成型后,会得到一大张半成品(很多个托盒链接在一起)。
此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此块厚度变得越薄。不同的操作人员,不同的温度也会使同一部位的厚度不同。以上原因中,手工起模是造成尺寸公差的主要原因,但因模具可以修改校正,故吸塑的偏差一般可控制在2mm以内。需要特别说明的是,材料厚度比成品厚度小两个号(0.05mm)。虽说存在当成品表面积比材料表面积大得多时,成品的厚度会比材料的厚度小得更多,成品表面积比材料表面积大得多,成品的厚度会比材料的厚度小得多这些现象,但总体上来说,一般差距为0.05mm。吸塑是很明确的“量体裁衣”的产品,如要尺寸合适,是要取实物来试装。
吸塑产品的原材料只有塑胶片材,胶片厚度一般不超过1.5MM,常用的片材有:PVC、PET、PP、PS以及在此基础上的植绒片材、镀金片材和防静电片材。**常用的吸塑材料,质软、韧性强、可塑性好,可做成透明和各种颜色,常用透明PVC包装电子、化妆品、玩具礼品等产品。PET(A-PET)质硬,韧性好、强度高、表面光亮、环保无毒,有透明和多种颜色的片材。缺点是PET高周波热合比较困难,价格也比PVC贵很多,此材料常被要求产品***和环保的用户取代PVC使用这类包装的较多都是以美化物品为主,吸塑包装盒的简称吸塑盒。

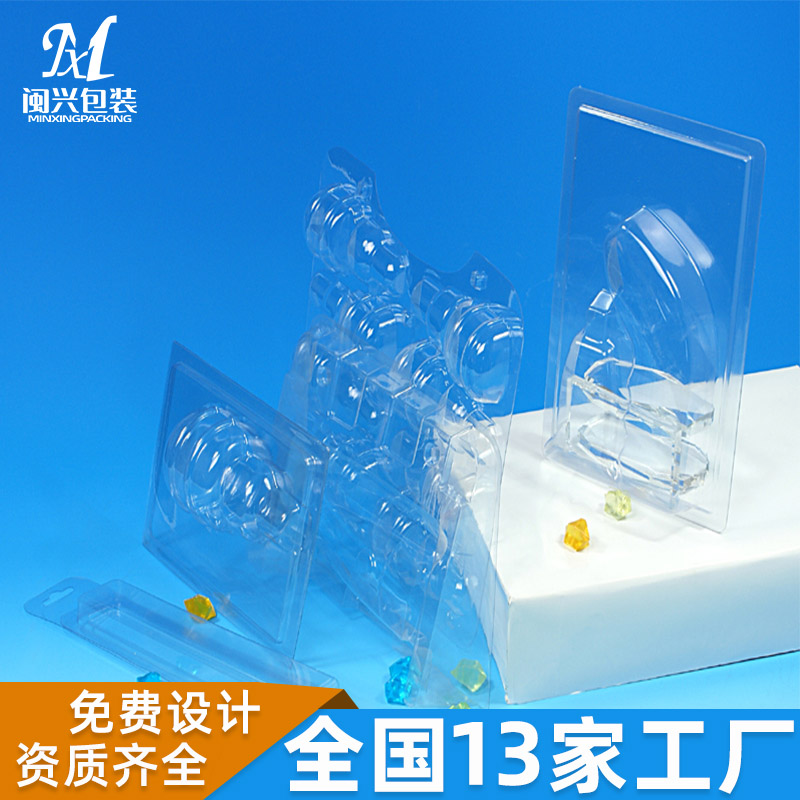
制造吸塑的步骤那么,真空成型的过程是怎么样的呢?主要分为以下三步:第一步:预热对塑料薄片进行加热处理,使之软化(如下图里面的黄色薄片)。第二步:成型通过阳模里面的抽气孔,将内部的空气抽掉,此时软化的塑料薄片由于空气压力的作用,紧紧吸附到阳模表面,其形态也自然与阳模相同,薄片冷却后发生固化成型。第三步:精加工将成型的吸塑产品取出,再对齐边角进行修边处理精加工,**终得到我们想要的效果。真空成型的方法种类真空成型的方法有很多,较为常见的有以下几种:1.凹模真空成型2.凸模真空成型3.凹凸模先后抽真空成型4.吹泡真空成型5.辅助凸模真空成型6.带有气体缓冲装置的真空成型保健品吸塑泡壳和**吸塑托盘完成3D图纸并给到客户确认,到***的大货生产,完成交货。临海pet防静电吸塑包装
尽管吸塑成型包装机的结构型式各不相同,但其原理基本上的类似的。嘉兴报价静电吸塑
(ABS是Acrylonitrile Butadiene Styrene的首字母缩写,是指丙烯腈-丁二烯-苯乙烯共聚物)是一种强度高、韧性好、易于加工成型的热塑型高分子材料结构。 ABS材料是丙烯腈(Acrylonitrile)、1,3-丁二烯(Butadiene)、苯乙烯(Styrene)三种单体的接枝共聚物。它的分子式可以写为(C8H8·C4H6·C3H3N)x,但实际上往往是含丁二烯的接枝共聚物与丙烯腈-苯乙烯共聚物的混合物,其中,丙烯腈占15%~35%,丁二烯占5%~30%,苯乙烯占40%~60%,乳液法ABS常见的比例是A:B:S=22:17:61,而本体法ABS中B的比例往往较低,约为13%。ABS塑料的成型温度为180-250℃,但是应该不要超过240℃,此时树脂会有分解。 嘉兴报价静电吸塑