- 品牌
- 闽兴,闽兴吸塑,闽兴吸塑包装,闽兴包装科技,闽兴包装材料科技
- 型号
- 定制
- 材质
- 塑料,复合材料
- 提供加工定制
- 是
- 包装型式
- 包装盒
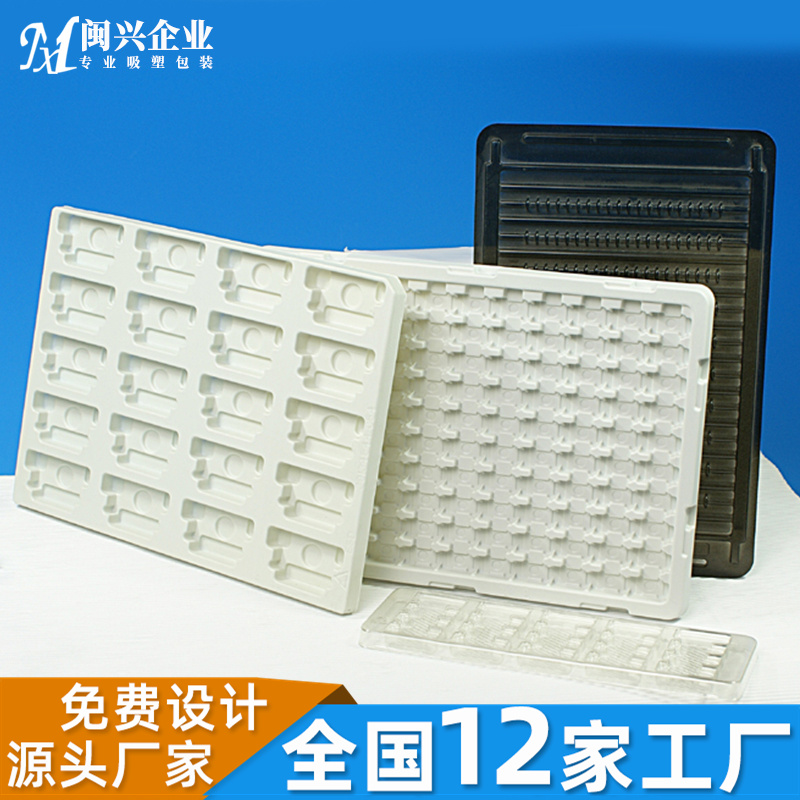
除了上面介绍的三种材料之外,像:聚乙烯(PE)、是一种经常被用来加工生产保鲜膜,塑料袋的原材料,PE因价格低廉而,比较容易成型,也是一种常用生产塑料水桶的材料。PE不耐热,但可耐受零下20度的低温。聚苯乙烯(PS)、之前的CD盒就是用PS生产加工出来的,也是塑料模型常用的材料。PS比较容易着色,但PS不耐热,易破裂,但却比较容易加工出来防静电的产品,是电子行业会经常用到的材料。像PS防静电吸塑托盘就是其中一种产品。。。月饼吸塑托盘成型 塑料片材经过吸塑机加热软化以后;自动电子吸塑包装推荐

此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此块厚度变得越薄。不同的操作人员,不同的温度也会使同一部位的厚度不同。以上原因中,手工起模是造成尺寸公差的主要原因,但因模具可以修改校正,故吸塑的偏差一般可控制在2mm以内。需要特别说明的是,材料厚度比成品厚度小两个号(0.05mm)。虽说存在当成品表面积比材料表面积大得多时,成品的厚度会比材料的厚度小得更多,成品表面积比材料表面积大得多,成品的厚度会比材料的厚度小得多这些现象,但总体上来说,一般差距为0.05mm。吸塑是很明确的“量体裁衣”的产品,如要尺寸合适,是要取实物来试装。自动电子吸塑包装推荐温度太低不易成型,纹路不清等问题。
②当加热版的温度大于吸塑油及吸塑罩的温度时,热能才能处于传递状态,直至温度一致,这需要时间的积累;③施加压力,可帮助排除间隙空气加快热量传递,并帮助吸塑油与吸塑罩的紧密吸附;④要注意到,加热版的温度并非吸塑罩及。吸塑包装设备的加热方式影响吸塑包装设备加热方式的种类有三种:传统背面加热方式、加热片式表面加热、高周波方式内部加热。不同加热方式,温控方式不同,传热效果不同,造成吸塑油软化及吸塑冷却成型效果不同。
据MarketsandMarkets预测,吸塑包装市场规模将从2016年的186.5亿美元增长到2022年的283.8亿美元,估计复合年增长率为7.2%。由于中产阶层人口增长,医疗卫生行业需求增加,以及使用便利包装的普及等因素,预计吸塑包装市场将会高速增长。在材料的基础上,在预测期间估计增速**快的是塑料薄膜板块,在2015年占有比较大份额。在技术的基础上,热成型板块在2015年占据比较大份额,而医疗保健板块在2015年对吸塑包装的应用占据主导地位。预计这两个次级板块将在2016年至2022年间分别增速比较高。吸塑餐盒产品是一种泛称,也有称包装盒;
制造吸塑的步骤那么,真空成型的过程是怎么样的呢?主要分为以下三步:第一步:预热对塑料薄片进行加热处理,使之软化(如下图里面的黄色薄片)。第二步:成型通过阳模里面的抽气孔,将内部的空气抽掉,此时软化的塑料薄片由于空气压力的作用,紧紧吸附到阳模表面,其形态也自然与阳模相同,薄片冷却后发生固化成型。第三步:精加工将成型的吸塑产品取出,再对齐边角进行修边处理精加工,**终得到我们想要的效果。真空成型的方法种类真空成型的方法有很多,较为常见的有以下几种:1.凹模真空成型2.凸模真空成型3.凹凸模先后抽真空成型4.吹泡真空成型5.辅助凸模真空成型6.带有气体缓冲装置的真空成型托盒被分切成一个个的小盒后,还应当进行杀菌;自动电子吸塑包装推荐
吸塑包装盒跟对折盒大概相同;自动电子吸塑包装推荐
湿帘冷风机又叫环保空调,水帘冷风机,是根据“直接水蒸发制冷技术”这一自然物理现象使空气处理前后的温差可达到初始状态干湿球温差的85%左右。当湿帘冷风机环保空调开启运行时,机腔内产生负压,迫使外界高温、污浊的空气进入机腔内,与此同时机腔内的水泵通过淋水系统将水喷淋在蒸发式换热器上开成水帘,空气在经过换热面积相当于表面积100倍的水帘蒸发器时,空气中的热量和灰尘都被过滤处理,再由环保空调的出风口将洁净、凉爽、无异味的清新空气送入室内,达到与外界温差5-12度的降温效果。自动电子吸塑包装推荐

吸塑包装产品吸塑性不良常见原因分析(上)吸塑包装由于被包装内容物可见,具有良好的销售展示效果,在包装生产中应用***。针对实际吸塑包装生产过程中主要出现的产品吸塑性不良的故障,结合实际生产经验,重点从吸塑材料、吸塑工艺方法、吸塑设备加工等方面分析了影响因素。吸塑包装的泡罩采用透明材料,以PVC、PP**为常用,在产品终端,一般将纸卡悬挂放置在货架上,产品的形状一目了然,符合当前消费者消费形态,因此这种包装的产品通常悬挂在商场货架醒目的位置,便于销售;使用这类包装的较多都是以美化物品为主,吸塑包装盒的简称吸塑盒。宜宾电子吸塑包装价格实惠3生产设备吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高...
- 巴中电子吸塑包装制造 2024-12-26
- 质量电子吸塑包装价格对比 2024-12-26
- 电子吸塑包装价格对比 2024-12-26
- 遂宁精品电子吸塑包装 2024-12-25
- 宜宾电子吸塑包装标准 2024-12-24
- 广元电子吸塑包装按需定制 2024-12-22
- 自动电子吸塑包装制品价格 2024-12-22
- 自动电子吸塑包装订做价格 2024-12-21
- 资阳定制电子吸塑包装 2024-12-18
- 哪些电子吸塑包装哪里好 2024-12-13

- 宜宾怎么电子吸塑包装 2024-12-07
- 电子吸塑包装订做价格 2024-12-06
- 四川电子吸塑包装报价 2024-12-06
- 哪些电子吸塑包装价格大全 2024-12-04
- 什么是电子吸塑包装规范 2024-12-03
- 遂宁电子吸塑包装哪里好 2024-12-02





- 什么样食品吸塑包装联系方式 12-28
- 设计饰品吸塑包装商家 12-28
- 遵义食品吸塑包装订做价格 12-28
- 透明吸塑工厂 12-28
- 重庆饰品吸塑包装联系方式 12-27
- 贵州玩具吸塑包装规范 12-27
- 宜宾吸塑杯盖大概价格 12-27
- 重庆食品吸塑包装价格实惠 12-27
- 眉山吸塑大概价格 12-27
- 崇州防静电吸塑托盘 12-27