- 品牌
- 闽兴,闽兴吸塑,闽兴吸塑包装,闽兴包装科技,闽兴包装材料科技
- 型号
- 闽兴
- 托盘面数
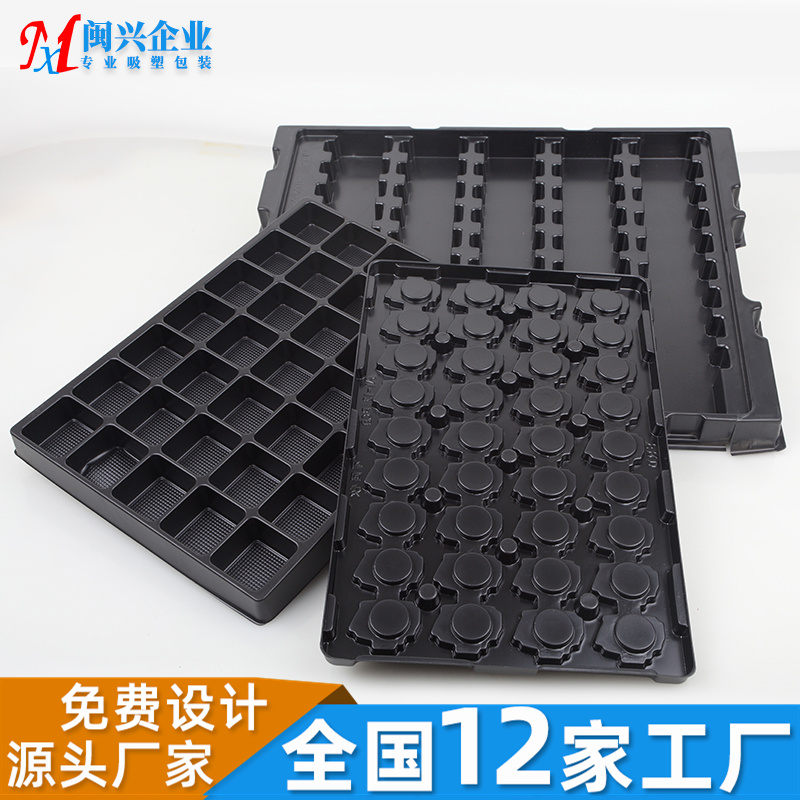
- 单面托盘,双面托盘
- 进叉方式
- 吸塑托盘
- 上部结构
- 吸塑托盘
- 型式
- 平板双面
- 加工定制
- 是
- 材质
- PE,PP
- 规格尺寸
- 定制
②当加热版的温度大于吸塑油及吸塑罩的温度时,热能才能处于传递状态,直至温度一致,这需要时间的积累;③施加压力,可帮助排除间隙空气加快热量传递,并帮助吸塑油与吸塑罩的紧密吸附;④要注意到,加热版的温度并非吸塑罩及。吸塑包装设备的加热方式影响吸塑包装设备加热方式的种类有三种:传统背面加热方式、加热片式表面加热、高周波方式内部加热。不同加热方式,温控方式不同,传热效果不同,造成吸塑油软化及吸塑冷却成型效果不同。吸塑包装盒跟对折盒大概相同;哪些吸塑托盘标准
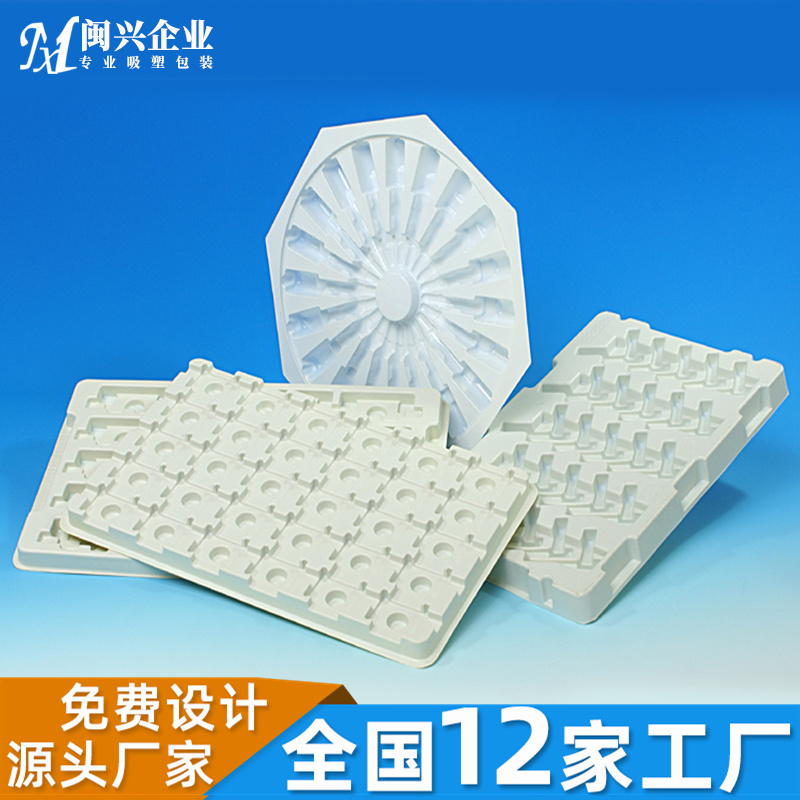
吸塑托盘应用的行业一:化妆品行业。女生都知道化妆品种类繁多,包装复杂,而吸塑托盘也是化妆品很好的包装材料,既可以保护心爱的化妆品不受损坏,还可以显示出大气的感觉,是包装界的宠儿。吸塑托盘应用的行业一:玩具行业。千奇百怪的玩具是小朋友的喜欢,但是怎么来吸引小朋友的注意呢?吸塑托盘来帮忙,一个个的小格子中的小玩具不*可以让小朋友直接看到玩具的模样还可以让小朋友感受到玩具的形态,吸引小朋友的注意。吸塑托盘在不同行业应用不同,我们在选择吸托盘的时候要注意选择符合自己实际情况的吸塑托盘进行使用,同时也需要综合考虑,对不同的吸塑托盘有一个自主的判断和分析成都吸塑托盘标准注塑餐盒和吸塑餐盒的区别在哪里,各有什么特点及优势;
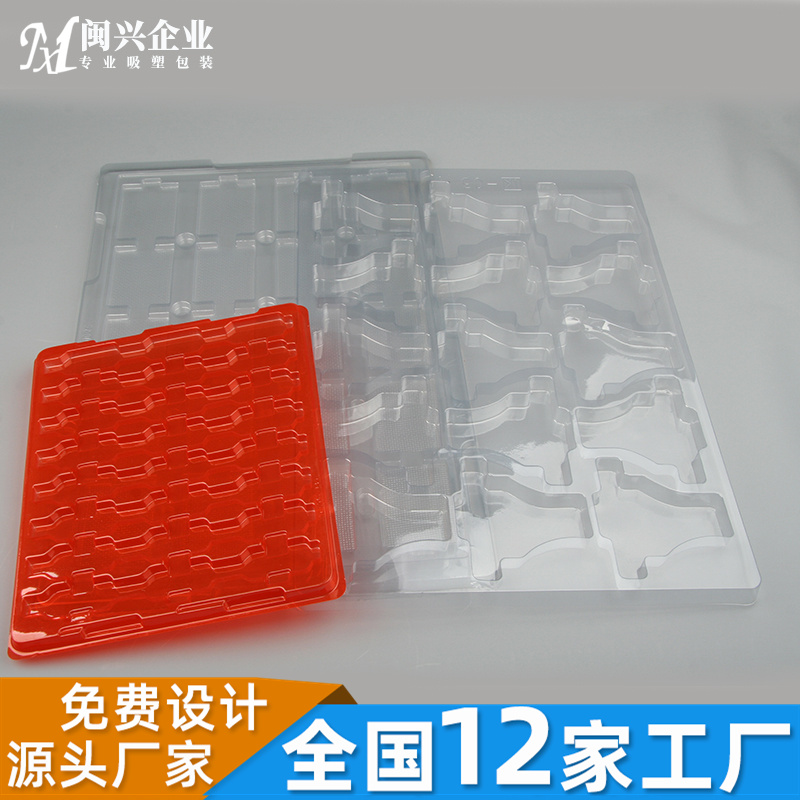
吸塑包装尺寸的得来可分为三种:按照客户样品复制(制模叫复模)、根据图纸制模、根据实物自行设计。因为吸塑的形状一般根据实物定制,故形状多不规则,图纸制作时有很多尺寸不准确或不能标注出,故根据图纸制作时存在的偏差较大。为准确起见,一定要配以实物试装。根据样品复模制作的产品,尺寸偏差才不会很大。一般厚度公差为0.1mm,产品偏差为±2mm。公差产生的原因主要有:1.手工起模时造成的偏差。此偏差一般小于2mm。2.种模复制子模时产生的偏差。此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此块厚度就会越薄。不同的操作人员,不同的温度也会使同一部位的厚度不同。
真空成型的优点吸塑包装之所以被广泛应用,主要有以下几个优点:1.节省原辅材料、重量轻、运输方便、密封性能好,符合环保绿色包装的要求;2.能包装任何异形产品,装箱无需另加缓冲材料;3.被包装产品透明可见,外形美观,便于销售;4.适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。晶点就是吸塑包装材料上的一个点,会严重的影响到了吸塑包装产品外观,质量问题是来自于片材供应商,产生这种原因的是片材在生产的时候,有杂物混合在材料中,就会出现这类的质量状况,解决方法就是生产吸塑包装产品前对片材进行检查。但对于您需要生产的餐盒产品;
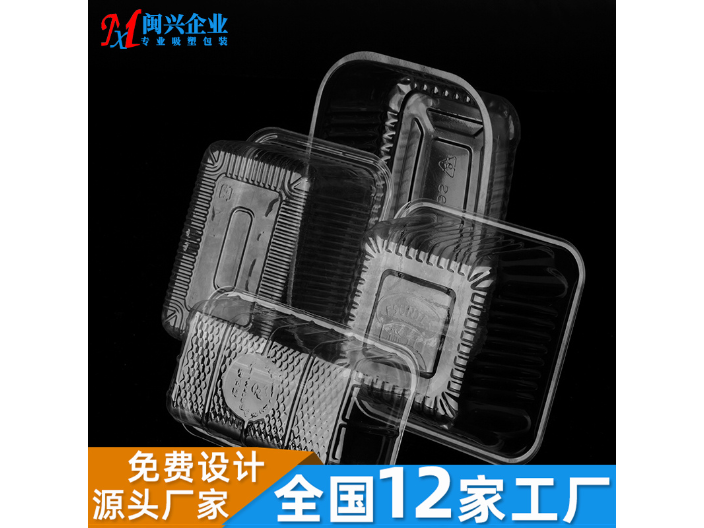
定做食品吸塑托,我们更强一位来自北京的客户因定制一款休闲食品吸塑托与闽兴包装合作多年。这源于闽兴包装锲而不舍的竭力与客户满意的信任与支撑。食品吸塑包装由于直接接触食品所以对产品原材料和车间生产环境很严格,这关乎到产品的安全性。客户本想在北京周边找近一点的厂家,兜兜转转下来,仍是没有找到适合的厂家,所以出差到上海参与展会,期望借着出差之际能在上海找到有条件的吸塑盒厂家。偶然间在展会同行口中听到闽兴包装的实力后,经过网上的查找联系方式到了我们上海分公司的业务员,并要求到公司查询环境。2天后带着样品来到闽兴包装位于上海青浦区新厂。在看了十万级洁净车间环境后,主动将他们关于休闲食品吸塑托要求完完整整的表达给业务员和工程,期望我们能帮他们起到作用。在将近半个多月的跟进效力中,完成了方案设计、模具制作、样品供认等事宜,现在北京客户的食品吸塑盒现已进入量产阶段。月饼吸塑托盘制作模具;哪些吸塑托盘标准
吸塑是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后;哪些吸塑托盘标准
湿帘冷风机又叫环保空调,水帘冷风机,是根据“直接水蒸发制冷技术”这一自然物理现象使空气处理前后的温差可达到初始状态干湿球温差的85%左右。当湿帘冷风机环保空调开启运行时,机腔内产生负压,迫使外界高温、污浊的空气进入机腔内,与此同时机腔内的水泵通过淋水系统将水喷淋在蒸发式换热器上开成水帘,空气在经过换热面积相当于表面积100倍的水帘蒸发器时,空气中的热量和灰尘都被过滤处理,再由环保空调的出风口将洁净、凉爽、无异味的清新空气送入室内,达到与外界温差5-12度的降温效果。哪些吸塑托盘标准

吸塑包装尺寸的得来可分为三种:按照客户样品复制(制模叫复模)、根据图纸制模、根据实物自行设计。因为吸塑的形状一般根据实物定制,故形状多不规则,图纸制作时有很多尺寸不准确或不能标注出,故根据图纸制作时存在的偏差较大。为准确起见,一定要配以实物试装。根据样品复模制作的产品,尺寸偏差才不会很大。一般厚度公差为0.1mm,产品偏差为±2mm。公差产生的原因主要有:1.手工起模时造成的偏差。此偏差一般小于2mm。2.种模复制子模时产生的偏差。此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此...
- 云南吸塑托盘标准 2024-12-27
- 乐山吸塑托盘大概价格 2024-12-26
- 雅安玩具吸塑托盘 2024-12-26
- 成都吸塑托盘制造 2024-12-25
- 乐山吸塑托盘订做价格 2024-12-24
- 什邡五金吸塑托盘 2024-12-24
- 毕节吸塑托盘标准 2024-12-23
- 贵阳定制吸塑托盘 2024-12-23
- 绵竹吸塑托盘标准 2024-12-23
- 达州吸塑托盘大概价格 2024-12-22



- 什么样吸塑托盘订制价格 2024-12-20
- 出口吸塑托盘工厂直销 2024-12-20
- 乐山PET吸塑托盘 2024-12-19
- 电子吸塑托盘订制价格 2024-12-16
- 临沧吸塑托盘制品价格 2024-12-15
- 四川什么是吸塑托盘 2024-12-15




- 雅安电子吸塑工厂直销 12-27
- 云南吸塑托盘标准 12-27
- 品牌防静电电子吸塑批发厂家 12-27
- 宜宾电子吸塑包装价格实惠 12-26
- 昆明怎么玩具吸塑包装 12-26
- 乐山吸塑托盘大概价格 12-26
- 塑料医药吸塑包装推荐 12-26
- 巴中电子吸塑包装制造 12-26
- 质量电子吸塑包装价格对比 12-26
- 如何饰品吸塑包装放心 12-26