- 品牌
- 闽兴,闽兴吸塑,闽兴吸塑包装,闽兴包装科技,闽兴包装材料科技
- 型号
- 定制
- 材质
- 塑料,复合材料
- 提供加工定制
- 是
- 包装型式
- 包装盒
目前的连线过油方式(一般采用水性吸塑油),可以缩短时间,但是吸塑效果不佳。过油过程主要控制的目标:过油量大小合适(一般约 3-5g/m2 ,视材料表面性能、吸塑油浓度不同而有所差别)、吸塑油充分渗透。涂布过程须控制好涂布量大小,确保膜层表面的流平 性、光泽度、渗透效果、干燥性等;吸塑过程主要控制好温度、压力、时间等条件,确保吸塑效果。①吸塑油涂布厚度要适当。通过调节计量辊与涂布辊之间的空隙或选择合适的网纹辊,确保涂布吸塑油时要有足够的量,不足时可多过一次吸塑油,需保证纸卡表面油层无明显起皱,否则容易出现吸塑不稳定情况;批产前可以做个手摸(石膏的),然后打样确认,没问题的话可以制作铝模了。设计电子吸塑包装联系方式

此工艺虽然比铸铅版制作前进了一步,但仍存在生产效率低、劳动强度大、切槽不准确等弊端。 一、结构向更合理的方向发展 纸盒模切版的传统形式是手工制作的铸铅版,通常以特制木盒的某个周边作为铅块排列的基准,利用若干大小不等的铅块和软铁衬片将刀线、压痕线按图纸尺寸固定,弯角和圆弧部分用铅溶液浇铸而成,并辅以衬片弥补尺寸的不足,再以粘合剂固定木盒。由于制作过程以手工操作为主,所以工作效率低、尺寸精度差、随意性大。此外,铅是重金属,对人体有害。达州电子吸塑包装商家但对于您需要生产的餐盒产品;
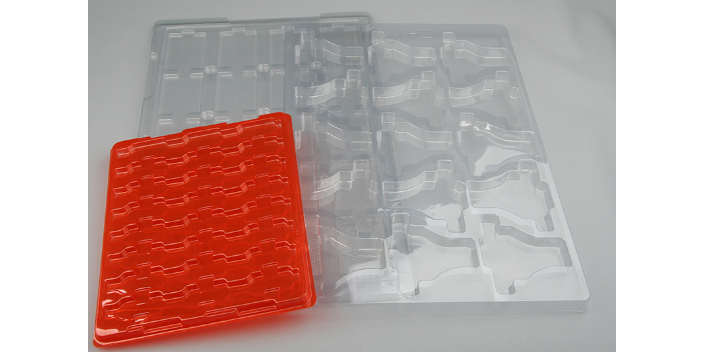
PP胶盒也是以这类塑料为原材料加工生产出来的透明包装盒,会常用到一些婴幼儿产品的包装上。PVC材料(聚氯乙烯),PVC材料比较大的特性是能加入不同的添加剂,做成各种种类的软硬和质感不同用途不一的的物品,可塑性非常强。PVC材料成本低廉、透明性较好,且具有非常好的柔韧性,适用于制作各类吸塑制品和PVC包装盒。PET材料(聚乙烯对苯二甲酸酯)大家经常见到的宝特瓶制作的材料,PET也可以作为纤维使用,PET比较大的特点是且具有完整的回收循环利用系统,这种高效率使用的材料因其环保,安全性在胶盒,吸塑包装行业被大量的使用。
在没有必要采用厂房整体降温的情况下,可以采用区域降温或岗位降温。区域降温可加风管也可不加风管,一般需降温区域相对集中在车间的某个区域,可以采用直接送风方式也可采用风管送风式,对这一个区域进行降温处理。2、岗位送风降温就是利用风管和风口将经湿帘冷风机处理的冷风输送到每一个需降温的工作岗位。设备安装在室外,接风管进入车间,风管铺设至每个工作岗位附近,然后在每个岗位处开设风口,通过风口风量和风向的调节将冷风合理地输送到每个工作岗位。然后冷却分切出一大张托盒(同模具大小一样)。

②当加热版的温度大于吸塑油及吸塑罩的温度时,热能才能处于传递状态,直至温度一致,这需要时间的积累;③施加压力,可帮助排除间隙空气加快热量传递,并帮助吸塑油与吸塑罩的紧密吸附;④要注意到,加热版的温度并非吸塑罩及。吸塑包装设备的加热方式影响吸塑包装设备加热方式的种类有三种:传统背面加热方式、加热片式表面加热、高周波方式内部加热。不同加热方式,温控方式不同,传热效果不同,造成吸塑油软化及吸塑冷却成型效果不同。1、吸塑工艺和注塑工艺,所使用的设备成本价位相差不大;乐山电子吸塑包装价格表
有毛刺脏污、微生物超标等问题;设计电子吸塑包装联系方式
此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此块厚度变得越薄。不同的操作人员,不同的温度也会使同一部位的厚度不同。以上原因中,手工起模是造成尺寸公差的主要原因,但因模具可以修改校正,故吸塑的偏差一般可控制在2mm以内。需要特别说明的是,材料厚度比成品厚度小两个号(0.05mm)。虽说存在当成品表面积比材料表面积大得多时,成品的厚度会比材料的厚度小得更多,成品表面积比材料表面积大得多,成品的厚度会比材料的厚度小得多这些现象,但总体上来说,一般差距为0.05mm。吸塑是很明确的“量体裁衣”的产品,如要尺寸合适,是要取实物来试装。设计电子吸塑包装联系方式
成都闽兴包装材料有限公司专注技术创新和产品研发,发展规模团队不断壮大。目前我公司在职员工以90后为主,是一个有活力有能力有创新精神的团队。成都闽兴包装材料有限公司主营业务涵盖吸塑包装,食品吸塑包装,电子吸塑包装托盘,五金工具吸塑包装,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。公司凭着雄厚的技术力量、饱满的工作态度、扎实的工作作风、良好的职业道德,树立了良好的吸塑包装,食品吸塑包装,电子吸塑包装托盘,五金工具吸塑包装形象,赢得了社会各界的信任和认可。

传统吸塑过程,采取背面加热方式,加热版受热,通过纸卡背面加热传递热量到吸塑油表面及吸塑罩,完成吸塑成型过程,其吸塑温度相对恒定无法快速调整;热量传递受纸张厚度影响很大,越厚的纸张热量越难迅速传递到吸塑罩上,因此一定要给足够吸塑压合时间让热量充分 传递到吸塑罩上方可保证吸塑效果。加热片式吸塑机,在吸塑罩表面加热传递热量到吸塑油表面,完成吸塑成型过程,其吸塑温度可快速调整;由于加热片直接与吸塑罩接触,当温度过高时,吸塑罩极易受热变形且热量较难传递到吸塑油表面(吸塑罩越薄越易传递热,但越容易变形),要保证良好的吸塑效果,必须选择合适厚度的吸塑罩及调整好吸塑温度、融合时间。这种包装有竖立型,也有悬挂在...
- 四川什么是电子吸塑包装 2025-01-04
- 宜宾电子吸塑包装价格实惠 2024-12-26
- 巴中电子吸塑包装制造 2024-12-26
- 质量电子吸塑包装价格对比 2024-12-26
- 电子吸塑包装价格对比 2024-12-26
- 遂宁精品电子吸塑包装 2024-12-25
- 宜宾电子吸塑包装标准 2024-12-24
- 广元电子吸塑包装按需定制 2024-12-22
- 自动电子吸塑包装制品价格 2024-12-22
- 自动电子吸塑包装订做价格 2024-12-21

- 南充出口电子吸塑包装 2024-12-08
- 凉山电子吸塑包装推荐 2024-12-07
- 宜宾怎么电子吸塑包装 2024-12-07
- 电子吸塑包装订做价格 2024-12-06
- 四川电子吸塑包装报价 2024-12-06
- 哪些电子吸塑包装价格大全 2024-12-04






- 眉山防静电电子吸塑 01-07
- 什么是食品吸塑包装哪里买 01-07
- 普洱品牌吸塑托盘 01-07
- 绵阳化妆品吸塑包装按需定制 01-07
- 射洪日用品吸塑托盘 01-07
- 自动化玩具吸塑包装制品价格 01-06
- 电子吸塑服务电话 01-06
- 重庆五金工具吸塑包装大概价格 01-06
- 设计防静电电子吸塑商家 01-06
- 乐山水果吸塑 01-06