1.结合强度不够由于机械复合的两种金属间无冶金结合面,结合强度较低,一般为0.2-0.3MPa。结合强度不够容易导致内管的剥离脱落。2.端部坡口密封不好机械复合管的端部坡口处理是非常关键的一个环节,如果端部密封不好,不仅会导致内管与外管的剥离,更会影响现场的对接焊接。**常用的端部处理方式是封焊和堆焊。封焊技术耗材较少,相对较为廉价,尽管已经有多年的经验积累,较为成熟,但其稳定性相对较差,现场对口焊接要求较高,受焊工焊接水平影响较大。堆焊处理耗材较多,造价较高,但其稳定性较好,综合安全性较特点四:出色的防腐蚀能力。厂商双金属冶金复合钢管有哪些
①抗压抗拉强度高内层为304不锈钢、外层为镀锌钢管或碳钢管。经过螺旋挤压复合而成,结合、抗压抗拉强度远远高于国家标准②防锈耐腐蚀好内管采用不锈钢304材质具有防锈和耐氧化,耐酸碱等化学性能外管采用镀锌、环氧煤沥青、环氧树脂、三油两布等防腐处理③耐热耐寒冷热两用液氮冷箱就采用不锈钢材,所以内衬不锈钢复合管耐热耐寒性能优越,而且不分冷水管,一管两用,冷热皆宜。④安装方便连接简单内衬不锈钢复合管安装同普通镀锌钢管一样采用焊接、法兰连接、沟槽连接或螺纹连接⑤通径大阻力小内衬不锈钢复合管内层不锈钢很薄,所以实际通径与规定通径基本相符内壁光滑、不结垢、阻力小、流量达。福建生态环境材料双金属冶金复合钢管双金属复合管降低了成本,保障了生产。

双金属冶金复合管-它把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸管坯经挤压、冷轧(或冷拔)生产方式,从而获得***的复合管材。这种新型复合管材可以是一般普碳钢与不锈钢、一般不锈钢与***不锈钢,也可以是普通钢种与镍、铬、钼合金的复合;还可以根据用户要求实现多种金属的多层复合。从04年初开始,新兴铸管与攀长钢、北京科技大学经过两年多的研究开发,在国际上**了采用离心浇注—热挤压--冷轧生产双金属复合管及特种钢管的新工艺,成功开发出多种复合材料的***复合管材,与以上现有的复合工艺相比,其各工艺的优点得以保持和发挥,不足之处得以消除或减少。
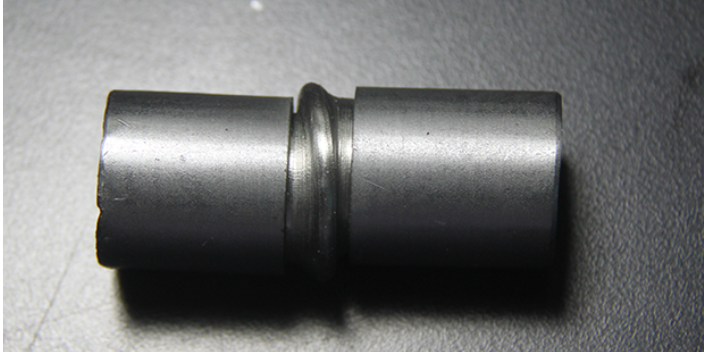
金属基体常用的有铝、镁、铜、钛及其合金。非金属基体主要有合成树脂、橡胶、陶瓷、石墨、碳等。另外,有时还需要加入增强材料以满足要求。增强材料主要有玻璃纤维、碳纤维、硼纤维、芳纶纤维、碳化硅纤维、石棉纤维、金属丝等。空街落叶双金属复合管的冶金复合是用复合、堆焊、双熔液工艺复合而成,其两复合界面是冶金熔合在一起,特征:复合界面带宽、熔合两种金属;复合牢固;导热、导音、导电没有界;冷热缩胀一致。这是冶金复合的双金属复合管。冶金复合管按两复合界面复合类型分:冶金复合、扩散复合、机械复合。现已用于电力、煤炭、城乡建设、船舶、石油化工、机械、核工业、等行业。紫铜冶金复合换热管,具有出色的防腐蚀能力。

压熔锚合技术的检测及生产能力u无损探伤天阳就压熔锚合双金属冶金复合技术,研发了“多指标品质超声波在线检测系统”,能准确检测基管厚度、内管厚度、界面结合率以及冶金复合管的缺陷问题,严格控制质量。u生产能力天阳研制了多条压熔锚合双金属冶金复合管**生产线,具有自动化程度高、参数适应强、产量大的特点,现有8万吨冶金复合管的产能。压熔锚合工艺特点小结1、特别适合DN300以下,长度12米以内的无缝冶金复合管。2、是两种不同材质钢管的冶金复合。3、钢管原材料可以由用户指定,更符合用户的使用习惯。4、通过冷拔工艺,钢管的整体尺寸由内外模具控制,精密的尺寸将减少后续复合管现场焊接组对时的错边量。5、从而可减薄内管(耐蚀合金钢管)的壁厚,使冶金复合管更经济。上海天阳钢管有限公司是一家专业为全球客户提供多品种双金属冶金复合管的技术企业。中国台湾结构用液压用双金属冶金复合钢管
集输管线:X60或X70与各类不锈钢,825、028等镍基合金的复合管道。厂商双金属冶金复合钢管有哪些
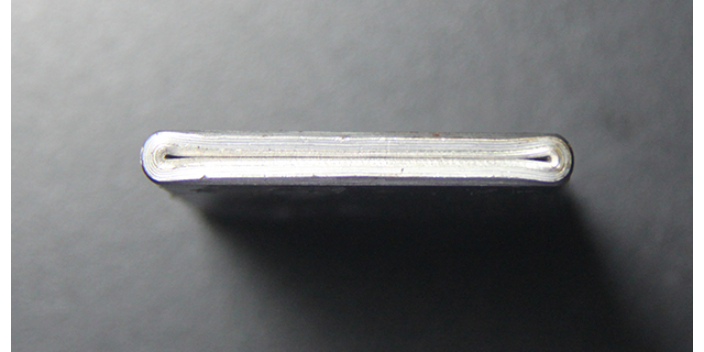
机械复合主流的生产工艺有液压复合法、冷拔复合法、水下爆燃复合法和冷滚压复合法。成形是依据金属材料的弹塑特性进行的,即利用外基管(一般为碳钢无缝管)的弹性变形范围,和内衬管(一般为不锈钢管)屈服强度低的特性。在外力下,使内衬管连续局部塑性变形,外基管始终保持在弹性变形范围之内。当外力去除后,外基管弹性收缩,内衬管由于已呈塑性变形无法收缩。从而达到内衬管外表面强力的嵌合在外基管的内表面中。**终,内、外管处于过盈配合状态下,形成紧密的机械结合。厂商双金属冶金复合钢管有哪些