- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 材质
- 不锈钢,钨钢
液压卡盘夹不紧的原因1.卡盘软爪行程不足。导致夹持不到形成范围之内。解决办法:重新调整卡爪的行程刀夹持工件的位置,例如卡爪往前调或往后调。2.车床切削力过大,转速过高,导致卡盘夹不紧工件;解决办法:重新给车床调整切削参数,适当降低主轴转速和切削力。3.液压卡盘内部有残留物,如铁削等异物影响卡爪行程,导致卡盘夹不紧工件;解决办法:拆卸卡盘,并清洗卡盘内部的残留物,保证卡盘卡爪运行顺畅,同时还需要给卡盘打上润滑油脂,保证卡盘的使用精度和寿命。4.卡盘卡爪的基爪有磨损;解决办法:拆下基爪查看磨损情况,如果磨损严重的及时跟换。5.受拉杆行程控制,例如拉杆松动。解决办法:检查卡盘各个零件是否正常到位。液压夹具非常适合加工零件摆放紧凑和采用手动夹紧时受空间限制的场合。安徽插齿机夹具液压夹具

在选用砂轮杆时,需要考虑以下几个要点:5.1强度和刚性:砂轮杆需要具备足够的强度和刚性,以承受磨削过程中产生的载荷和冲击。强度和刚性不足的砂轮杆会导致砂轮变形,影响磨削加工的精度和质量。5.2连接方式:选择合适的连接方式,确保砂轮杆能够牢固地连接在磨床主轴上,并能够方便地进行安装和调整。5.3杆体表面处理:砂轮杆的表面经过适当的处理,如热处理、镀铬等,可以提高其耐磨性和抗腐蚀性,延长使用寿命。5.4适用性:根据具体的磨削加工要求,选择合适的砂轮杆类型和规格,以确保砂轮杆能够适应不同的工艺需求。总结:磨床砂轮杆在磨削加工中具有重要的地位,它的质量和性能直接影响磨削加工的效率和精度。通过本文的介绍,我们了解了砂轮杆的定义、主要功能、分类、制造材料和选用要点等方面的知识。在实际应用中,根据具体的工艺要求选择合适的砂轮杆,将有助于提高磨削加工的效果和质量。静安区万德锐液压夹具自适应液压夹具通过液压浮动支撑与大侧斜螺旋桨桨叶曲面自适应接触。

一种用于盘式制动器缸体加工的楔形夹紧液压夹具,其特征在于:包括底座,底座顶部设有在竖直方向上对工件对应表面限位支撑的垫块,底座上于所述垫块的四周设有用于在水平方向上对工件侧面限位夹紧的水平夹持部件,水平夹持部件由沿横向、纵向相对间隔设置的成对的限位挡块与活动夹紧装置构成,各限位挡块固定在底座上,各活动夹紧装置包括驱动油缸和驱动油缸的活塞杆上传动连接的与对应的限位挡块相对设置的定位部分,活动夹紧装置中的其中至少一个为楔形活动夹紧装置,楔形活动夹紧装置的定位部分由竖向伸缩的夹紧油缸驱动的楔形块构成,楔形活动夹紧装置还包括与楔形块并列设置的固定在底座上的楔形夹紧支座,楔形夹紧支座和楔形块的相对面上具有滑动配合的、用于对楔形块施加朝向限位挡块方向的侧向力的楔形面,楔形块与相对应的限位挡块的相对面上具有用于夹紧工件的定位面。
工装夹具生产的应用,1.按照夹具的应用范围分: (1)通用夹具:通用夹具是结构已经标准化,有较大适用范围的夹具,例如,车床用的三爪卡盘和四爪卡盘,铣床用的平口钳及分度头等。(2)专用机床夹具:专用机床夹具是针对某一工件的某道工序专门设计制造的夹具。专用机床夹具适于在产品相对稳定、产量较大的场合应用。(3)组合夹具: 组合夹具是用一套预先制造好的标准元件和合件组装而成的夹具。组合夹具结构灵活多变,设计和组装周期短,夹具零部件能长期重复使用,适于在多品种单件小批生产或新产品试制等场合应用。(4)成组夹具:成组夹具是在采用成组加工时,为每个零件组设计制造的夹具,当改换加工同组内另一种零件时,只需调整或更换夹具上的个别元件,即可进行加工。适于在多品种、中小批生产中应用。液压夹具既能在粗加工时承受大的切削力,也能保证在精密加工时的准确定位。
不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。液压夹具的设计也体现了上海每卓在刀具、夹具制作上做到了“详细问题详细剖析”。总之,液压夹具是一种能够对产品工件开展自动定位、夹持及其支撑的工具,它由于具备工作稳定、夹持力大、方便使用及其夹持靠谱这四个优势而被运用于多种领域中。液压夹具卡盘是机床之上用来夹紧工件的机械装置。液压夹具多少钱
液压螺母用于需经常拆装的螺栓;超大螺栓的预紧;大型工件的锁紧等场合。安徽插齿机夹具液压夹具
斜齿滑块式手动卡盘动作原理:卡盘外部三个滑块的顶部带有斜齿,与卡爪顶部的斜齿构成斜面啮合关系;于卡盘盘体之上有三个皆匀布置的滑槽,滑槽的方向和径向垂直;当三个滑块于滑槽之内移动时,透过滑块顶部与卡爪顶部斜齿的啮合把滑块的运动转换成卡爪的径向移动,夹紧或是松开工件。斜齿滑块式手动卡盘设有卡爪快换机构,如果按照下位在卡盘尾部的按钮时,可把卡爪抽出,一分钟内可以更换所有卡爪,数秒钟便能改变夹持直径。斜齿滑块式手动卡盘之上卡爪的驱动过程作为:用卡盘钥匙转动丝杆,丝杆带动滑块1于滑槽之内移动,该滑块亦透过同步盘带动另外两个滑块移动,保持三个滑块同步,带动三个滑块松开/夹紧。液压夹具盘丝型手动卡盘结构回顾:当用卡盘钥匙转动三个驱动小伞齿轮之一时,和小伞齿轮啮合的大伞齿轮逐渐转动,大伞齿轮的正面是平面螺纹(等进螺纹线),和平面螺纹相互啮合的三个卡爪随著平面螺纹的转动因而除此之外向心或是离心移动,实现工件的夹紧/松开。两种卡盘对比:斜齿滑块式手动卡盘的滑块移动方向垂直在卡爪的离心力方向,滑块顶部的斜齿与卡爪顶部的斜齿啮合时为面接触,因此卡盘的夹持力大,夹持力受离心力的影响非常小,可以用于高工作转速的场合。安徽插齿机夹具液压夹具
- 江西车床液压卡盘液压夹具 2024-06-15
- 静安区液压夹具 2024-06-15
- 花键卡簧液压夹具品牌 2024-06-15
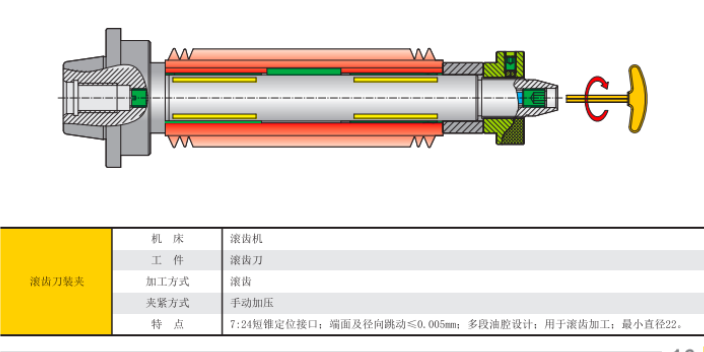
- 湖北滚齿机夹具液压夹具 2024-06-15
- 上海定制液压夹具 2024-06-15
- 黄浦区汽车零部件液压夹具 2024-06-15
- 上海车齿涨套液压夹具 2024-06-14
- 金山区液压夹具 2024-06-14
- 江苏砂轮杆液压夹具涂层 2024-06-14
- 湖南液压夹具液压夹具 2024-06-14
- 内涨夹具液压夹具联系方式 2024-06-09
- 上海粘接涨套液压夹具定制价格 2024-06-09