- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 材质
- 不锈钢,钨钢
液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。对心台钳,自定心夹紧元件等产品提供良好的定位,转角油缸和杠杆油缸提供对产品的压紧力,支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,油缸都能提供夹紧与支撑力来提升生产效率。不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。液压夹具的日常保养应注意勿随意磕碰,防尘,防锈,特别是液压夹具膨胀部位请勿空胀。上海定制液压夹具
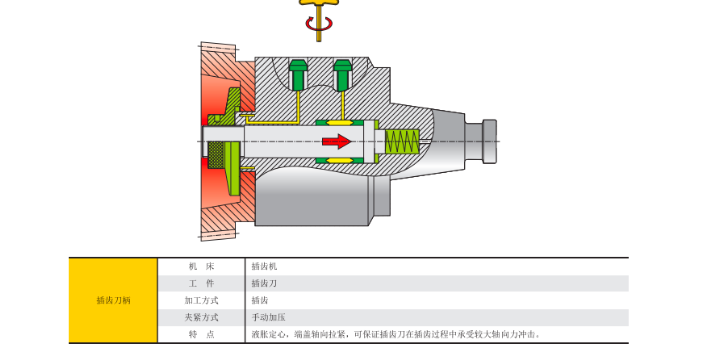
液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,目前广泛应用于数控机床,加工中心,自动化生产线等场景。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。,精度检测-夹具精度检测以标准件为准,精度应符合双方技术约定。(4)压力检测-夹具在推荐加压值范围内未能夹紧标准件,表明液胀夹具夹紧失效,请联系公司技术员。(5)注意事项-液胀夹具的日常保养应注意勿随意磕碰,防尘,防锈,特别是液胀夹具膨胀部位在无工件或标准件夹持情况下,请勿空胀。插齿刀液压夹具设计液压夹具卡盘是机床之上用来夹紧工件的机械装置。

液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,广泛应用于数控机床,加工中心,自动化生产线等场景。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。液压夹具能保证工件在规定的位置上准确的定位和牢固的夹紧,并能通过浮动支撑减少加工中的振动和变形,还能利用自动控制压板的压紧和抬起在加工中让开夹紧位置。液压夹具为各种加工过程提供强大的夹紧与定位力。
夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。夹具在电子厂商使用也是非常高的,在生产中为了提高生产效率和产品质量,在生产的中段和后段就常用工装夹具来进行功能测试或者辅助装配(能装配出固定的外形及高度等)。实际在电子生产制造厂中的用途是非常广,因为是非标定制的,所以只有想不到而没有做不到的。液压夹具通过液压控制实现对工件的自动定位、支承与夹紧的夹具。

斜齿滑块式手动卡盘动作原理:卡盘外部三个滑块的顶部带有斜齿,与卡爪顶部的斜齿构成斜面啮合关系;于卡盘盘体之上有三个皆匀布置的滑槽,滑槽的方向和径向垂直;当三个滑块于滑槽之内移动时,透过滑块顶部与卡爪顶部斜齿的啮合把滑块的运动转换成卡爪的径向移动,夹紧或是松开工件。斜齿滑块式手动卡盘设有卡爪快换机构,如果按照下位在卡盘尾部的按钮时,可把卡爪抽出,一分钟内可以更换所有卡爪,数秒钟便能改变夹持直径。斜齿滑块式手动卡盘之上卡爪的驱动过程作为:用卡盘钥匙转动丝杆,丝杆带动滑块1于滑槽之内移动,该滑块亦透过同步盘带动另外两个滑块移动,保持三个滑块同步,带动三个滑块松开/夹紧。液压夹具盘丝型手动卡盘结构回顾:当用卡盘钥匙转动三个驱动小伞齿轮之一时,和小伞齿轮啮合的大伞齿轮逐渐转动,大伞齿轮的正面是平面螺纹(等进螺纹线),和平面螺纹相互啮合的三个卡爪随著平面螺纹的转动因而除此之外向心或是离心移动,实现工件的夹紧/松开。两种卡盘对比:斜齿滑块式手动卡盘的滑块移动方向垂直在卡爪的离心力方向,滑块顶部的斜齿与卡爪顶部的斜齿啮合时为面接触,因此卡盘的夹持力大,夹持力受离心力的影响非常小,可以用于高工作转速的场合。液压夹具能减少不必要的损失,并且在加工中能得心应手.福建滚齿机夹具液压夹具
液压夹具能保证工件在一定的位置上保持准确的定位和夹紧力度。上海定制液压夹具
液压夹具设计构思 1、目前多数液压夹具系统的工作压力是7mpa,14mpa和35mpa,(个别德国原装夹具使用50mpa)前两个属于中低压,后边两个属于高压,首先你确定主要使用的液压系统是哪一种。2、确定被加工工件的周期加工数量,确定加工设备是卧式还是立式,以决定是否用平面夹具还是要规划多面体夹具或旋转夹具、决定被加工件装卸和夹持所允许的时间。并要参考准备使用的加工设备的说明书,确定机床工作台面、底座、夹盘或其它面上可用的工作空间,保证此空间能容纳你想放进的被加工件的数量。(这点很重要,因为有的加工中心台面很大,但是主轴的有效行程小,造成工件可以布面台面,但是主轴加工不到边缘工件)3、把将在加工周期中需夹具发生的动作步骤编制成一个纲目,自己先想清楚,这样有助于你下一步设计,如何安排顺序阀或帮助其它电控设计或其它外部控制设备的设计。4、计算加工过程中产生的切削力,并确定其作用在工件上的方向和各方向上的力。5、设计固定支撑位置点,用于承受部分切削力并利用其作为被加工件基准面的定位。6、计算夹持被加工件所需夹紧力。7、确定夹具元件的具体安装位,即在什么地方与工件接触、夹持工件或支撑工件。这里。上海定制液压夹具
- 液胀夹具液压夹具多少钱 2024-05-17
- 松江区定制液压夹具 2024-05-17
- 浦东新区液压夹具 2024-05-17
- 辽宁液压卡盘夹具液压夹具供应商 2024-05-17
- 山东液压夹具 2024-05-17
- 福建欧美液压夹具 2024-05-17
- 定制液压夹具 2024-05-17
- 虹口区欧美液压夹具 2024-05-17
- 液胀芯轴液压夹具供应商 2024-05-15
- 静安区汽车零部件液压夹具 2024-05-15
- 螺伞锥齿液压夹具多少钱 2024-05-15
- 湖北液压夹具液压夹具 2024-05-15