公司拥有大量加工中心、数控车床、走心机、插齿机、精密铣床和磨床等精密加工设备,同时拥有一批专业的研发和工程技术人员,秉承“品质优先,规范管理,不断创新,信誉永恒”的质量方针,已取得的ISO9001质量体系认证。公司以真诚的服务为基础,本着互惠互利的原则,您的满意是我们的追求。再加之2008年...
加工基本参数
- 品牌
- 新能源汽车电机、精密零件
- 机加工类型
- CNC加工中心,蜗轮加工,研磨,钻削,螺纹加工
- 加工精度
- 粗加工,半精加工,精加工,精磨,粗磨
加工企业商机
齿形有多种形式,其中以渐开线齿形较为常见。渐开线齿形常用的加工方法有两大类,即成形法和展成法。1.铣齿:采用盘形模数铣刀或指状铣刀铣齿属于成形法加工,铣刀刀齿截面形状与齿轮齿间形状相对应。此种方法加工效率和加工精度均较低,只适用于单件小批生产。2、成形磨齿也属于成形法加工,因砂轮不易修整,使用较少。3.滚齿属于展成法加工,其工作原理相当于一对螺旋齿轮啮合。齿轮滚刀的原型是一个螺旋角很大的螺旋齿轮,因齿数很少(通常齿数z=1),牙齿很长,绕在轴上形成一个螺旋升角很小的蜗杆,再经过开槽和铲齿,便成为了具有切削刃和后角的滚刀。4.剃齿在大批量生产中剃齿是非淬硬齿面常用的精加工方法。其工作原理是利用剃齿刀与被加工齿轮作自由啮合运动,借助于两者之间的相对滑移,从齿面上剃下很细的切屑,以提高齿面的精度。剃齿还可形成鼓形齿,用以改善齿面接触区位置。5.插齿是除滚齿以外常用的一种利用展成法的切齿工艺。插齿时,插齿刀与工件相当于一对圆柱齿轮的啮合。插齿刀的往复运动是插齿的主运动,而插齿刀与工件按一定比例关系所作的圆周运动是插齿的进给运动。6.展成法磨齿,欢迎来电咨询。新能源电机加工的发展对于推动新能源产业的发展具有重要意义。电机轴和减速器

当间隙无法调出时,可在放松状态下卸下摇臂,逆时针(从前向后看)错开一个或数个齿,并采用重新的调整方法,直到拉动驻车制动杆明显感觉到间隙合乎标准为止,拉紧驻车制动时,制动蹄与制动鼓接触面积不小于50%,靠合印迹应两端明显,中间较轻。使用中制动鼓允许有微热,但不应出现烫手现象。制动器制动钳与制动盘之间间隙的调整方法如下:(1)在制动钳和制动盘之间插入一定长度、规定厚度的塞尺。(2)调节调整螺母,直至拉动塞尺时感到有明显阻力为止,然后拧紧锁紧螺母。(3)用调整螺钉将制动钳两端与制动盘调节至平行状态后用锁紧螺母将调整螺钉锁紧。在进行上述调整前应将驻车制动操纵杆置于非制动状态,或将传动杆件(或绳索)断开。soildworks齿轮深圳市励兴豪精密机械电子有限公司已取得的ISO9001质量体系认证。

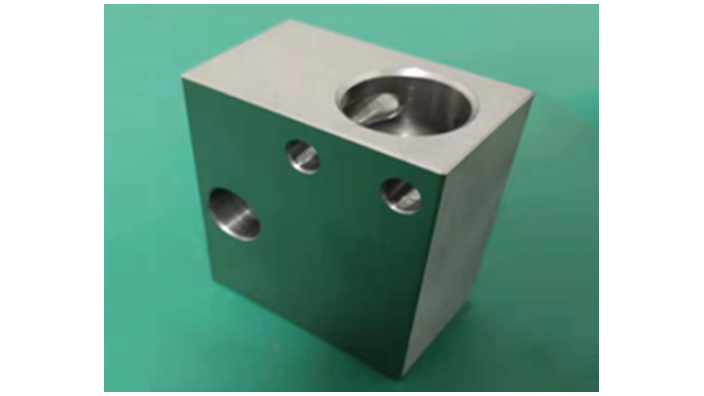
非标机械零部件是一种用加工机械对工件的外形尺寸或功能进行改动的进程。按被加工的工件处于的温度状况﹐分为冷加工和热加工。通常在常温下加工,而且不引起工件的化学或物相改变﹐称冷加工。通常在高于或低于常温状况的加工﹐会引起工件的化学或物相改变﹐称热加工。冷加工按加工方法的不同可分为切削加工和压力加工。热加工常见有热处理﹐煅造﹐铸造和焊接。我们主营矿用新能源防爆电机,混式驻车制动器,液压阀体,阀杆,活塞,新能源汽车充电端子,以及非标自动化精密零件的开发、生产和销售,欢迎来电咨询!
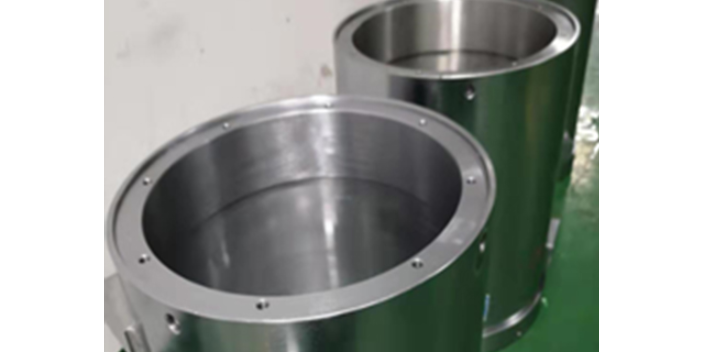
新能源纯电动车变速器与传统汽车变速器相比,选档电动机通过蜗轮蜗杆减速器进行减速增扭,再通过齿轮齿条系统将旋转运动变为直线运动,拉动换档操纵轴实现选档动作;换档电动机通过蜗轮蜗杆减速器进行减速增扭,再通过一级齿轮机构将动力传递到换档轴上实现换档动作。换档执行机构换档时间快,离合器控制电动机通过带动一套蜗轮蜗杆减速器进行减速增扭,再合理设计,蜗轮蜗杆减速系统带自锁功能,使离合器较长时间处于分离状态。蜗杆和蜗轮加工复杂,工艺要求高。物理加工是指通过改变物料的物理状态来进行加工,如热处理、冷处理、焊接、切割、研磨等。

常见的齿轮是直齿圆柱齿轮,用于大齿轮减速。直齿轮上的齿是直的,并在不同的轴上平行安装。直齿圆柱齿轮是用于洗衣机、螺丝刀、发条闹钟,和其他设备。因为齿轮啮合和碰撞,每一次撞击都会产生巨大的噪音并引起振动,这就是为什么在汽车等机械上不使用直齿圆柱齿轮的原因。一个正常的齿轮比范围为1:1至6:1。【螺旋齿轮】由于齿相互作用的原因,斜齿轮与正齿轮相比工作更平稳和安静。斜齿轮上的齿与齿轮表面成一定角度切割。当两个齿开始接合时,接触是逐渐的-从齿的一端开始并在齿轮旋转到完全接合时保持接触。典型的螺旋角范围约为15-30度。推力载荷直接随着螺旋角的切线的大小而变化。螺旋是变速器中比较常用的齿轮。它们还产生大量推力,并使用轴承来帮助支撑推力负载。斜齿轮可用来将旋转角度调整90度。当安装在垂直轴上时。它的正常传动比范围是3:2到10:1。新能源汽车电机外壳加工大概价格多少?16轴 电机
加工可以将农产品加工成各种食品,增加其附加值。电机轴和减速器
齿轮轴的走刀次数是由齿轮中齿形的加工表面的粗糙程度来决定的。在多数情况下,一般对于齿轮的整个加工不超过三次。当出现机床的功率以及刚性不够时,就需要采用两次粗走刀,这两次粗走刀时的走刀量是不均匀的,两次走刀时分别取一个数值,等到两次粗走刀完成后,再进行一次精加工,精加工时之采用滚刀的侧刃方可进行切削,再然后等到滚齿后,就是磨齿,对于磨齿,通常采用一次进给加工,这样就提高了工作的效率,保证齿轮轴的质量。电机轴和减速器
与加工相关的文章
南山区齿轮轴加工代加工
- 电机轴承哪个牌子好 2024-04-24
- 南山区蜗杆加工出厂价格 2024-04-24
- 电机齿轮轴 2024-04-24
- 常见齿轮减速器 2024-04-24
- 90千瓦电机轴直径 2024-04-24
- 500w长轴电机 2024-04-23
- 盐田区塑胶齿轮加工代加工 2024-04-23
- 齿轮是部件吗 2024-04-23
- 大渡口秋田齿轮 2024-04-23
- 龙华区新能源汽车电机外壳加工厂家现货 2024-04-23
- 新能源汽车永磁电机转速范围 2024-04-23
- 37千瓦电机轴径 2024-04-23
与加工相关的产品

与加工相关的新闻
-
坪山区齿轮轴加工定制价格 2024-04-22 04:08:10一般CNC加工通常是指计算机数字化控制精密机械加工,CNC加工车床、CNC加工铣床、CNC加工镗铣床等。中文名CNC加工外文名CNCmachining别称CNC加工中心原则简化加工程序优点加工质量稳定,加工精度高编制加工程序,即将原来手工活转为电脑编程。当然需要有手工加工的经验[1]。CNC...
-
南山区新能汽车电机轴加工批发厂家 2024-04-22 11:05:41典型的机加工车间中常见的数控加工方式有数控铣、数控车和数控EDM线切割(电火花线切割)。进行数控铣的工具叫做数控铣床或数控加工中心。进行数控车削加工的车床叫做数控车工中心。数控加工G代码可以人工编程,但通常机加工车间用CAM(计算机辅助制造)软件自动读取CAD(计算机辅助设计)文件并生成G代...
-
深圳精密五金冲压件 2024-04-22 12:06:00深圳市励兴豪精密机械电子有限公司座落在深圳龙岗区国际低碳城,注册资金500万,厂房面积1200m2,专业致力矿用新能源防爆电机,混式驻车制动器,液压阀体,阀杆,阀芯,活塞,以及非标自动化精密零件的开发、生产和销售。产品广泛应用于矿用智能工业防爆电动车、矿用机械设备、新能源汽车、无人机、服务型...
-
蜗杆加工厂家批发价 2024-04-22 05:07:52规范管理,不断创新,信誉永恒”的质量方针,已取得的ISO900质量体系认证。公司以真诚的服务为基础,本着互惠互利的原则,您的满意是我们的追求。相应地分为电液比例压力控制阀﹑电液比例流量控制阀和电液比例方向控制阀等。液压阀压力控制按用途分为溢流阀﹑减压阀和顺序阀。()溢流阀:能控制液压系统在达...
与加工相关的问题
产品推荐
-

液压油缸同步器阀
2024-04-29 -
广东液压阀大概多少钱
2024-04-29 -
手动阀体
2024-04-29 -

江苏定制液压阀现货
2024-04-29 -
四川定制液压阀定做价格
2024-04-29 -
北京实用液压阀出厂价格
2024-04-28 -
液压阀厂家都有哪些
2024-04-28 -

浙江金属液压阀推荐厂家
2024-04-28 -

北京全自动液压阀出厂价格
2024-04-28