- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 0
- 适用机床
- 车床,铣床,加工中心,磨床,镗床,组合机床,拉床,钻床
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 标准件
- 是否库存
- 是
- 是否批发
- 批发
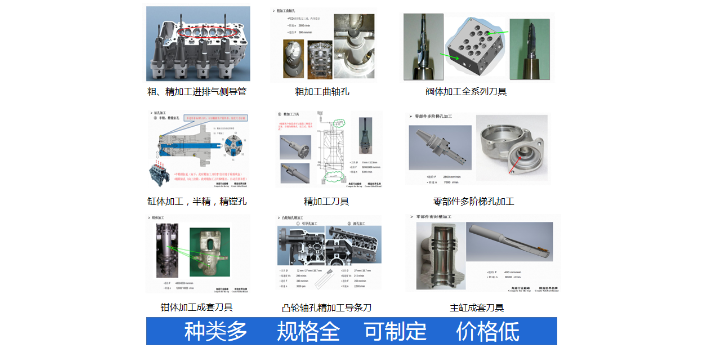
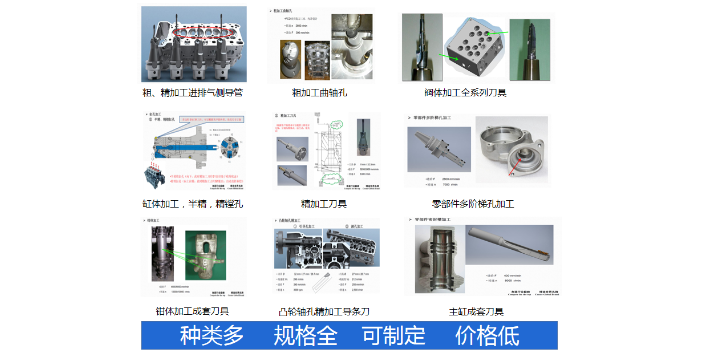
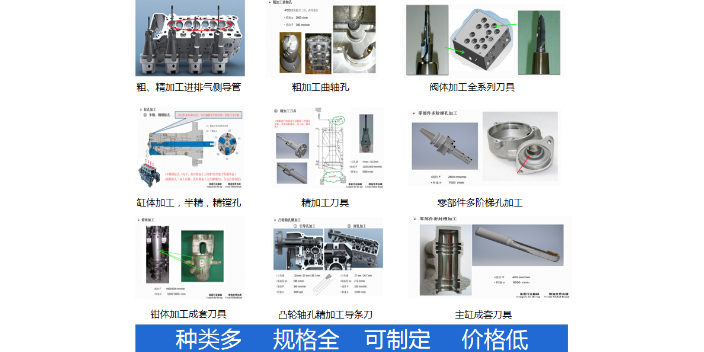
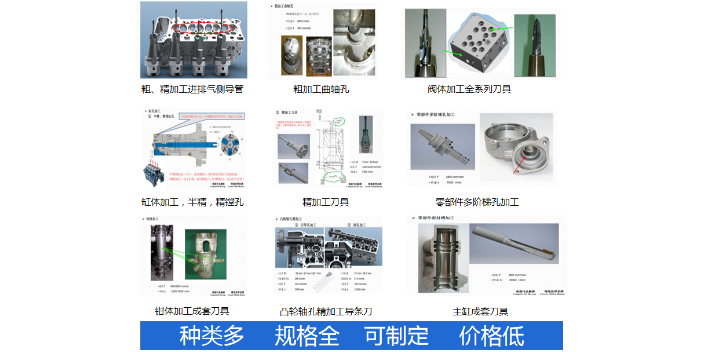
FMP-BE可转位面铣刀非标定制,主要用于结构复杂且对刀具直径 长度或者刚性有特殊要求的场合。可以灵活完成型腔 方肩及端面加工要求。定制FMP-BE可位面铣刀的特点主要有:1.铝合金和钢双金属设计,重量轻强度高,寿命一般是常规铝合金刀盘的数倍2.预定位面可使刀片快速定位,定位精度可达0.02mm,满足没有预调设备的客户使用。3.调节结构简洁易用,可用在0.1mm范围内进行微调,整盘刀片可轻松调节到0.002mm以内精度。4.刀片安装简单,可装不同主偏角刀片。5.刀片采用定位面和后刀面分离设计,定位基准单一 长效。6.刀片双头化设计,可重复修磨,经济实用。7.刀片多种刃口形式和主偏角设计,不同刀片组合可以满足端面铣削 方肩铣削的各种工况需求。汽车零部件非标刀具HUB面铣刀。宿迁成型组合铣刀非标刀具定制
一般来说,金刚石刀具不只具有极高的硬度,还有着极高的耐磨性、低摩擦系数、高弹性模量、高热导、低热膨胀系数以及与非铁金属亲和力小等多种长处。可用于非金属硬脆材料如石墨、高耐磨材料、复合材料、高硅铝合金及其它耐性有色金属材料的精密加工。别的金刚石刀具的类型繁复,不同品种间功能差异***,在结构、制备方法和应用领域都有很大区别。目前金刚石的首要加工方法有以下四种:薄膜涂层刀具、厚膜金刚石焊接刀具、金刚石烧结体刀具和单晶金刚石刀具。上海每卓实业有限公司,致力于精细刀具订制;公司业务***,同时经营液压夹具、非标刀具、齿轮刀具等多业务;并在业内受拥***好评!徐州非标钻锪刀非标刀具供应商在选择非标刀具时,需要选择精度高、稳定性好的产品。
非标刀具磨损情况判断:1.如果在加工过程中,呈现断续的无规则火星,那么阐明非标刀具存在磨损,需求替换。2.看铁屑色彩,铁屑色彩改变,阐明加工温度改变,可能是非标刀具磨损。3.看铁屑形状,铁屑两侧呈现锯齿状,铁屑不正常卷曲,铁屑碎末化这些现象都是判断非标刀具磨损的依据。4.看工件表面,呈现光亮痕迹,但粗糙度并和尺寸并没有大的改变,这阐明非标刀具参数现已磨损。5.听声音,加工震动加重,非标刀具加工时异响频发,这就需求及时替换刀具。
磨床砂轮杆是磨床的重要部件之一,它在磨削加工中发挥了关键的作用。本文将详细介绍磨床砂轮杆的相关知识,包括定义、主要功能、分类、制造材料、选用要点等方面的内容。1.砂轮杆的定义:磨床砂轮杆,又称砂轮支撑杆,是磨床上用来支撑磨削砂轮的杆状零件。它通过与磨床主轴的连接,将磨削砂轮固定在磨床上,以完成磨削加工过程。2.砂轮杆的主要功能:砂轮杆主要起到固定和支撑磨削砂轮的作用,确保砂轮在磨削过程中的稳定性和精度。同时,它还能够承受磨削过程中的剧烈冲击和载荷,保证砂轮杆的强度和刚性,提高磨削加工的效率和质量。3.砂轮杆的分类:根据砂轮杆的结构和用途不同,可以将砂轮杆分为普通砂轮杆、伸缩式砂轮杆和**砂轮杆等几类。非标刀具是指根据被加工工件实际情况而定制的刀具或刀片刀粒。
液压刀柄的夹持方法是一种只需要一个加压螺栓就能拧紧的,选用这一刀具夹紧体系能使体系径向跳动误差精度和重复定位精度控制在3μm以下,为了到达更好的加作业用,液压刀柄常常被应用到很多领域,液压刀柄的特点有(1)液压刀柄具有极高的夹持回转精度(≤)。在钻孔和铰孔加工中能够**进步孔的尺度精度并有用避免断刀;在铣削加工中则使多刃刀具各切削刃能够均匀地切入工件,从而改进切削状况,下降刀具磨损。(2)液压刀柄油腔内的油一起还添加结构阻尼,从而改进刀柄夹持的动力学特性,使之具有***的阻尼减振性能。能够下降切削加工中发生的振荡,进步工件的表面质量。(3)液压刀柄装卸刀具非常方便,只需使用一把六角扳手就能够轻松地装卸刀具,不需要任何辅助装置。在生产某些特殊零件时,通用刀具不能满足产品需要,需要定做安装方式、几何尺寸不同于标准刀具的非标刀具。南通非标钻锪刀非标刀具厂家
汽车零部件非标刀具排气管成型铣刀。宿迁成型组合铣刀非标刀具定制
使用钻头需要注意:1.钻头应装在特制的包装盒里,避免振动相互碰撞。2.使用时,从包装盒里取出钻头应即装到主轴的弹簧夹头里或自动更换钻头的刀具库里。用完随即放回到包装盒里。3.测量钻头直径要用工具显微镜等非接触式测量仪器,避免切削刃与机械式测量仪接触而被碰伤。4.某些数控钻床使用定位环某些数控钻床则不使用定位环,PCBAOEM代工代料如使用定位环的其安装时的深度定位一定要准确,如不使用定位环其钻头装到主轴上的伸长度要调整一致,多主轴钻床更要注意这一点,要使每个主轴的钻孔深度要一致。如果不一致有可能使钻头钻到台面或无法钻穿线路板造成报废。5.平时可使用40倍立体显微镜检查钻头切削刃的磨损。6。要经常检查主轴和弹簧夹头的同心度及弹簧夹头的夹紧力,同心度不好会造成小直径的钻头断钻和孔径大等情况,夹紧力不好会造成实际转速与设置的转速不符合,夹头与钻头之间打滑。7.定柄钻头在弹簧夹头上的夹持长度为钻柄直径的4~5倍才能夹牢。8.要经常检查主轴压脚。压脚接触面要水平且与主轴垂直不能晃动,防止钻孔中产生断钻和偏孔。9.钻床的吸尘效果要好,吸尘风可降低钻头温度,同事带走粉尘减少摩擦产生高温。宿迁成型组合铣刀非标刀具定制
- 非标螺纹刀具非标刀具 2024-07-04
- 宿迁变速箱阀板刀具非标刀具定制 2024-07-03
- 热装机非标刀具供应商 2024-07-03
- 常州定制非标刀具 2024-07-03
- 无锡汽车零部件刀具非标刀具厂家 2024-07-03
- 山东热装刀柄热装机非标刀具供应商 2024-07-03
- 淮安微调精镗刀非标刀具定制 2024-07-03
- 定制非标刀具 2024-07-03
- 安徽欧美非标刀具设计 2024-07-03
- 扬州非标钻锪刀非标刀具厂家 2024-07-03
- 上海非标螺纹刀具非标刀具供应商 2024-07-02
- 湖北非标螺纹刀具非标刀具 2024-07-02