- 品牌
- 五金冲压件
- 型号
- 冲压
冲压加工过程中,常见的问题有以下几种:1.原材料缺陷:原材料存在缺陷,如表面划伤、杂质、变形等,会导致冲压件的质量下降。2.模具缺陷:模具存在缺陷,如磨损、崩刃、错位等,会导致冲压件的尺寸精度和形状精度下降。3.工艺参数不当:工艺参数设置不当,如压力、速度、温度等,会导致冲压件的质量下降。4.设备故障:设备出现故障,如液压系统故障、电气系统故障等,会导致冲压件的质量下降。5.员工操作不当:员工操作不当,如装夹不当、送料不当等,会导致冲压件的质量下降。6.质量检验不严格:质量检验不严格,如检验标准不明确、检验设备不准确等,会导致冲压件的质量下降。针对这些常见问题,可以采取以下措施进行解决:1.选择质量可靠的原材料,并进行严格的检验和测试,确保原材料的各项指标符合要求。2.定期对模具进行维护和保养,确保模具的精度和寿命。3.根据不同的产品要求,选择合适的冲压工艺,并严格控制工艺参数。4.定期对设备进行维护和保养,确保设备的精度和稳定性。5.加强对员工的培训,提高员工的质量意识和技能水平,确保员工能够正确操作和维护设备。6.对生产的产品进行严格的质量检验,确保产品符合要求。通过以上措施。 冲压可以根据产品要求选择不同的材料。钣金冲压
冲压与其它加工方法比较,具有下列优点:⑴应用范围广,可冲压金属材料,亦可冲压非金属材料;可加工小型制件,也可加工大型制件;可获得一般形状的零件,也可获得其它加工方法难以加工或无法加工的制件。⑵冲压是一种高效率的加工方法。大型冲压件的生产率可达每分种几件,高速冲压的小件可达每分钟千件。⑶冲压件不但能够满足使用要求,并且还具有重量轻、刚度好和外表光滑等特点。⑷冲压生产的材料利用率高,一般可达70-85%。⑸操作简单,便于组织生产。⑹在大批量生产的条件下,冲压件的成本较低。河源冲压模具设计冲压是一种经济有效的生产方式,可以降低成本。

在提到金属冲压时,厂家通常指的是拉伸工艺。这是用机器将金属板的两端固定在一起。钣金下面是一个有一定形状或横截面的模具。冲床产生高冲击力将金属板推到模具上,有效地使其变形以匹配模具的横截面。拉伸可进一步分为浅拉伸和深拉伸。浅拉深之所以称为浅拉深,是因为初级毛坯的半径等于深拉伸。同时,拉深通常形成杯状产品。这是主要空白的半径明显小于创建的深度。如果有五金冲压这方面的需要,欢迎联系我们公司东莞市途凌科技有限公司。
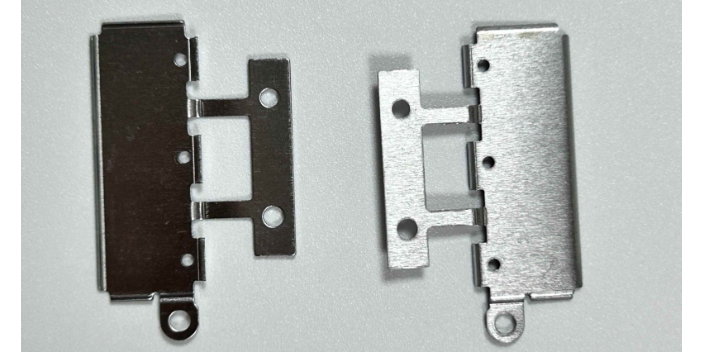
随着工业的发展,对效率和精度的追求导致了自动化的激增。这种转变的关键是只需极少人工干预即可运行的机器。五金冲压在制作这些机器的各种零件方面发挥着重要作用。从齿轮和杠杆到外壳和支架,每个部件都要按照精确的尺寸进行冲压,以确保平稳运行。五金冲压的精确性确保了这些部件的完美配合,减少了磨损,延长了机器的使用寿命。在这样的环境中,所以即使是一个小故障也会导致严重的停机,冲压部件所提供的可靠性就显得弥足珍贵。冲压件的加工精度和尺寸稳定性要求很高。

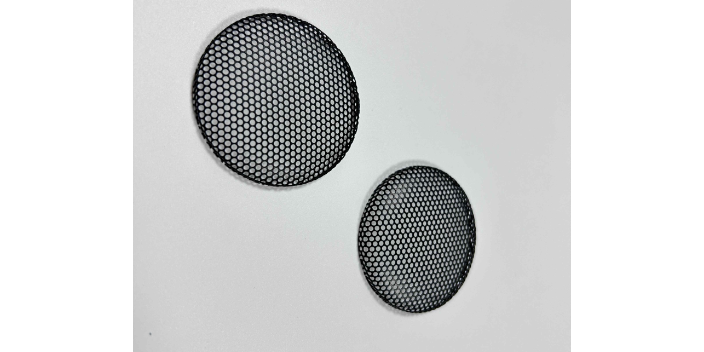
冲压:在常温状态下,通过冲床和模具对板材、带材、管材及型材等材料施加压力,使其材料产生分离或塑性变形,从而获得所需形状和尺寸的加工方法。冲压按工艺分类主要有两大类: a分离(冲裁)工序,b成形工序。冲裁:使产品沿一定轮廓线与材料分离来获得工件的工序,成形:使材料在不被破坏的条件下发生塑性变形,从而达到所需形状和尺寸的工件的工序,在实际生产过程中,常常是多种工序应用于套模具上来满足 形状较为负杂的产品,其中:冲裁、弯曲、拉深、胀形等是冲压过程中几个主要的冲压工序。冲压模具的设计和制造是冲压生产的关键环节。广东屏蔽件冲压生产厂家
冲压可以提高产品的一致性和质量。钣金冲压
冲压工序术语:1、下料:将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工程料片。2、冲孔:将废料沿封闭轮廓从材料或工程料片上分离的一种冲压工序,在材料或工程料片上获得所需要的孔。3、切舌:将材料沿敞开轮廓局部而不是全部分离的一种冲压工序,被局部分离的材料,具有工件所要求的一定位置,不在位于分离前所处的平面上。4、切断:将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工程料片,即无废料下料。5、切边:利用冲模修切工程料片的边缘,使之具有一定直径、一定高度或一定外形尺寸的一种冲压工序。包括平面切边和旋切。6、冲裁:利用冲模使部分材料或工程料片与另一部份材料、工件或工程料片分离的一种冲压工序。包括下料、冲孔、切舌、切断、切边等工序。7、折弯:利用压力迫使材料产生塑性变形,从而被弯成有一定曲率、一定角度形状的一种冲压工序。8、压平:利用压力迫使材料产生塑性变形,从而使折弯的竖边反方向打平到折弯前的平行平面上,形成双层材料从而去除了锐边。钣金冲压
- 惠州精密冲压模具设计 2024-10-22
- 河源钣金冲压制造 2024-10-22
- 广州五金支架冲压 2024-10-22
- 佛山钣金冲压模具设计 2024-10-22
- 珠海精密冲压厂家 2024-10-22
- 阳江屏蔽件冲压有哪些 2024-10-22
- 湛江弹片冲压有哪些 2024-10-21
- 东莞高速冲压模具价格 2024-10-21
- 中山弹片冲压模具设计 2024-10-21
- 广东钣金冲压加工 2024-10-21
- 云浮冲压厂家 2024-10-21
- 阳江五金冲压有哪些 2024-10-21