在使用塑料模具加工需要注意1、淬火与回火。这是模具热处理中的关键环节。若淬火加热时产生过热,不仅会使工件造成较大的脆性,而且在冷却时容易引起变形和开裂,严重影响模具寿命。上海闵行区塑胶模具制造,冲模淬火加热时特别应注意防止氧化和脱碳,应严格控制热处理工艺规范,在条件允许的情况下,可采用真空热处理。淬火后应及时回火,并根据技术要求采用不同的回火工艺。2、消应力退火。塑料模具加工零件后应进行消应力退火处理,具目的是粗加工所造成的内应力,以免淬火叫产生过大的变形和裂纹。对于精度要求高的模具,在磨削或电加工后还需经过消应力回火处理,有利于稳定模具精度,提高使用寿命。客户根据自身的具体需求定制的塑胶模具,以生产出满足特定要求的塑胶部件。合模线塑胶打磨批量定制
塑胶模具成型是一种广泛应用于制造业的生产工艺,它通过将熔融的塑料材料注入预先设计好的模具中,经过冷却和凝固,形成所需形状的塑胶制品。本文将介绍塑胶模具成型的基本原理及其在各行业的应用。塑胶模具成型的基本原理包括以下几个步骤:首先,将塑料颗粒加热至熔融状态;然后,将熔融的塑料通过高压注入模具;接着,模具内的塑料冷却并凝固成型;然后,打开模具,取出成型后的塑胶制品。这一过程可以快速、高效地生产出大量具有一致性质的塑胶零件。惠州工艺品塑胶打磨联系电话塑胶模具行业竞争激烈,模具注塑厂家要争取商机就必须考虑如何利用低成本创造益。

冰格硅胶模具其实两种材料的模具都各有用途,其制作方式也是有很大区别的:1.塑胶模具主要用于压塑、挤塑、注射、吹塑和低发泡成型的组合式塑料模具。并且它具有流道,在生产塑胶产品之前,塑胶原料需要额外烤2小时以上,才可放入模具生产。因此这样的话会比较浪费时间,也比较麻烦。塑胶模具主要应用于制作大型工具和生化用品工具类,家用电器、仪器仪表,建筑器材,汽车工业、日用五金等众多领域等等。主要是制作塑胶类产品的模具。2.硅胶模具一般都是压注成型,硅胶模具是制作工艺品的模具,胶具原材料按性能来分可分为普通硅胶和气象硅胶,硅胶的特点是耐高温,耐腐蚀,抗撕拉性强,仿真精细高,是做各种工艺品的模具。蜡烛硅胶模具硅胶模具应用也众多,不过都是属于精细化的应用,例如制作玩具、礼品、花纹精细的产品,用于包模、灌注模具产品,玻璃工艺、灯饰、蜡烛、人物复制制作模具,大件产品、开分片模、浮雕、佛像、工艺礼品制作模具,鞋底模型、灌注模具、翻沙铸造等等。随着技术的成熟和科技的发展,硅胶模具在厨具、日常生活也有广泛应用,如雪糕硅胶模具、蛋糕硅胶模具、面包硅胶模具等等,这类都是有食品级安全环保硅胶制成,无毒无害环保健康的更加制成。
塑胶模具是现代工业生产中的重要组成部分,广泛应用于汽车、电子、医疗、家用电器等各种产品的生产中。塑胶模具加工制作是一个涵盖设计、制造、试模、修整等多个步骤的复杂过程,需要专业的技术和经验。本文将详细探讨塑胶模具的加工制作过程。塑胶模具加工制作的主要步骤1. 模具设计:模具设计是塑胶模具加工制作的第一步,设计师需要根据产品的结构、功能以及生产要求,绘制出详细的模具设计图。设计软件通常包括CAD(计算机辅助设计)、CAM(计算机辅助制造)以及CAE(计算机辅助工程分析)等。2. 模具制造:根据设计图,工厂会使用各种高精度设备,如CNC加工中心、电火花线切割机等,对模具进行精密制造。在这个过程中,工人需要对每一个步骤进行严格的质量控制,保证制造出的模具达到设计要求。3. 模具试模:模具制造完成后,需要进行试模,确认模具的性能和质量。试模过程中,工人会检查模具是否能够完全复制产品的结构,以及是否存在缺陷,如缩水、翘曲等。4. 模具修整:在试模过程中发现问题的模具,会根据问题的具体情况进行修整。修整可能包括调整模具的结构、优化注塑参数等。塑胶模具广泛应用于各个行业中。主要包括汽车、电子、家电、医疗器械、日用品等领域。

塑胶挤出模具用来成型生产连续形状的塑胶产品的一类模具,又叫挤出成型机头,用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑胶挤出机,其原理是固态塑胶在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑胶制品。其制造材料主要有碳素结构钢、合金工具等,有些挤出模具在需要耐磨的部件上还会镶嵌金刚石等耐磨材料。挤出中工工艺通常只适用热塑性塑胶品制品的生产,其在结构上与注塑模具和压塑模具有明显区别。精密塑胶模具加工定制是一项需要高度专业化技术的过程。眼镜架塑胶打磨
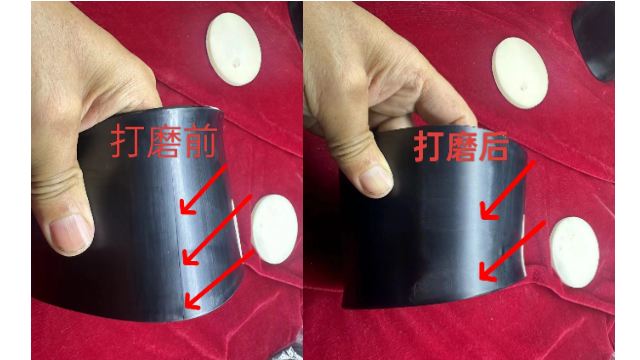
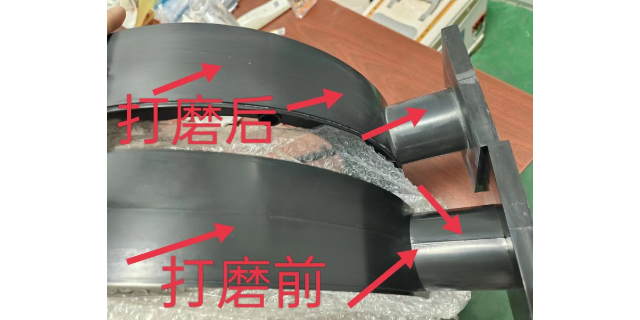
要想使注塑车间的生产运作顺利,需要对每个环节和各个岗位所涉及的人员、物料、设备、工具等进行管理。合模线塑胶打磨批量定制
模具在排气不良时,随着塑料熔体不断注入模腔,型腔内气体就会在逐步被驱赶中受到压缩,受压缩程度愈大,阻挡熔体前进的作用愈强。塑料熔体在流动过程中由于能量损失,温度随之降低,造成流动性变差,又由于压缩气体的迎头阻拦,其后果不外乎以下两方面:一是熔体不足以冲破压缩气体阻截,停止前进,造成制品缺料(短射)或制品烧焦;二是熔体冲破压缩空气阻截,但由于压力过大(许多多点式浇口模具尤其如此)造成胀模。模具(尤其是多点式浇口)在长时间使用后,由于其中心处浇口直接受机螺杆压力的作用,胀模的可能性大,也是终导致制品不合格的主要因素之一。合模线塑胶打磨批量定制