- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 00
- 适用机床
- 车床,铣床,镗床,钻床,组合机床,加工中心,冲床,拉床
- 提供加工定制
- 是
- 样品或现货
- 现货
机械加工进程中经常会遇到一些难以用规范刀具进行加工的状况,因而,非标刀具的制刁难机械切削加工十分重要。因为金属切削使用非标刀具多见于铣加工,故对铣加工中非标刀具的制作稍作介绍。因为规范刀具的制作针对的是面广量大的一般金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,或工件为不锈钢等十分容易粘刀,也有一些工件的表面几何形状十分复杂,或被加工表面有较高的粗糙度要求等状况时,规范刀具就无法满意加工的需求。所以在加工进程中,需对刀具的质料、刀口的几何形状,几何角度等,进行针对性的规划,可分为不需求专门订制和需求专门订制两大类。不需求专门订制的刀具主要是处理两个问题,如尺度问题和表面粗糙度问题。非标刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。深孔刀具厂家

天然金刚石具有硬度高、耐磨损、磨擦系数小、导热性好等优良特性,是制造切削有色金属和非金属材料刀具的理想材料,使用天然单晶PCD刀具对精密超精密零件进行切削,始于50年代末期。后来发展要求加工非球面曲面反射镜,再发展要求加工大型反射镜。要求很高的形状精度和很小的表面粗糙度。目前,天然单晶金刚石刀具的使用已经相当成熟,但是由于其产量低,价格昂贵,加上人造金刚石的出现,天然单晶金刚石刀具在精密加工领域的使用量的增加趋势有所减弱,几种人造金刚石以其良好的性能价格比和逐步成熟的使用技术,已经逐步占领了要求相对较低的精密加工市场。金刚石优异性能决定了它在机加工中的广泛应用。加工难加工的有色金属在加工铜、锌、铝等有色金属及其合金时,这些材料粘附刀具,不宜加工。利用金刚石的摩擦系数低、与有色金属亲和力小而制成的金刚石刀具可防止金属与刀具粘结在一起。由于金刚石的弹性模量大,在切削时刃部变形小,对所切削的有色金属挤压变形小,使切削过程在小变形下完成,可以提高切削的表面质量。加工难加工的非金属材料加工含有大量高硬度质点的难加工非金属材料,如玻璃纤维增强塑料、填硅材料、硬质碳纤维/环氧树脂复合材料时。上海硬质合金刀具定制CBN是继人工合成金刚石之后第二种超硬刀具材料,在硬度和热导率方面*次于金刚石,且热稳定性非常好。

金刚石刀具主要用于紫铜及铜合金和金、银、铑等贵重有色金属,以及特殊零件的超精密镜面加工,如录相机磁盘、光学平面镜、多面镜和二次曲面镜等。但其结晶各向异性,刀具价格昂贵。PCD的性能取决于金刚石晶粒及钴的含量,刀具寿命为硬质合金(WC基体)刀具的10~500倍。主要用于车削加工各种有色金属如铝、铜、镁及其合金、硬质合金和耐磨性极强的纤维增塑材料、金属基复合材料、木材等非金属材料。切削加工时切削速度、进给速度和切削深度加工条件取决于工件材料以及硬度。人造聚晶金刚石复合片(PDC)性能和应用接近PCD刀具,主要用在有色金属、硬质合金、陶瓷、非金属材料(塑料、硬质橡胶、碳棒、木材、水泥制品等)、复合材料等切削加工,逐渐替代硬质合金刀具。由于金刚石颗粒间有部分残余粘结金属和石墨,其中粘结金属以聚结态或呈叶脉状分布会减低刀具耐磨性和寿命。此外存在溶媒金属残留量,溶媒金属与金刚石表面直接接触。降低(PDC)的抗氧化能力和刀具耐热温度,故刀具切削性能不够稳定。金刚石厚膜刀具制备过程复杂,因金刚石与低熔点金属及其合金之间具有很高的界面能。金刚石很难被一般的低熔点焊料合金所浸润。可焊性极差,难以制作复杂几何形状刀具。
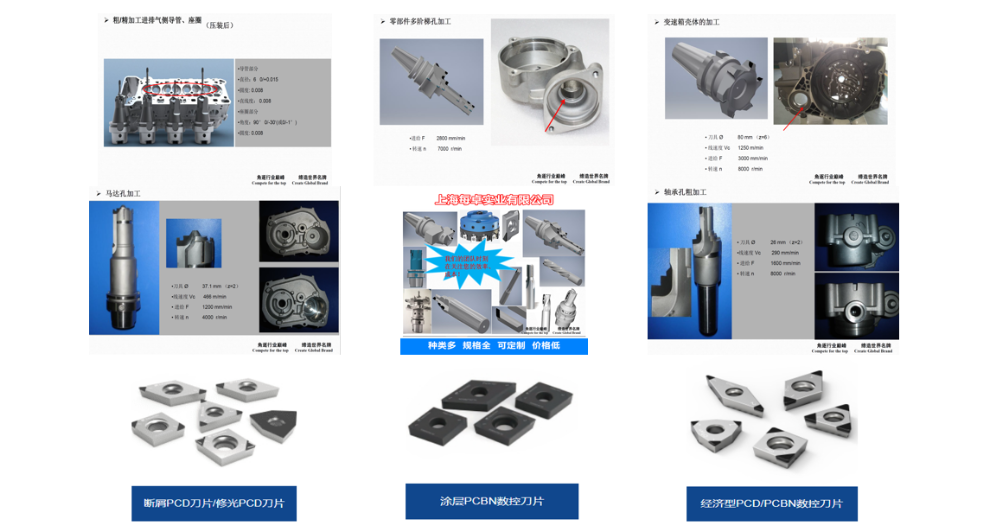
非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、全体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的资料也有必定的要求的。PCD刀具又叫人造聚晶金刚石,所以可以叫金刚石PCD刀具,一般用于有色金属加工。

超硬材料具有优异的机械性能、物理性能和其他性能,其中有些性能很适合于刀具。具有很高的硬度天然金刚石的硬度达10000HV;CBN的硬度达7500HV。与其他硬物质相比,SiC硬度为3000~3500HV,A12O3为2700HV,TiC为2900~3200HV,WC为2000HV,Si3N4为2700~3200HV;作为刀具材料用的硬质合金,其硬度*为1100~1800HV。具有很好的导热性天然金刚石的热导率达2000W/m-1*K-1,CBN的热导率达1300W/m-1/K-1。紫铜的导热性很好,其热导率*为393W/m-1*K-1;纯铝为226W/m-1*K-1,故金刚石与CBN的热导率分别是紫铜的5倍和,是纯铝的8倍和5倍。硬质合金的热导率*为35~75W/m-1*K-1。具有很高的杨氏模量天然金刚石的杨氏模量达1000GPa,CBN的杨氏模量在720GPa。而SiC、Al2O3、WC、TiC的杨氏模量*分别为390、350、650、330GPa。物质的杨氏模量大就是刚性好。具有很小的热膨胀天然金刚石的线膨胀系数为1×10-6/K,CBN的线膨胀系数为()×10-6/K。而硬质合金的线膨胀系数为(5~7)×10-6/K。具有较小的密度天然金刚石的密度为,CBN的密度为。与Al2O3、Si3N4的密度接近。具有较低的断裂韧性天然金刚石的断裂韧性为。陶瓷刀具材料的断裂韧性在各种刀具材料中是属于较低者,然尚能达7~9MPa?。汽车零部件非标刀具涡轮壳PCD组合铣刀。安徽螺纹刀具加工
致力于为客户提供稳定品质的深孔刀具。深孔刀具厂家
CBN刀具是指使用立方氮化硼(CubicBoronNitride)作为刀具切削刃的一种刀具。CBN是一种由氮化硼晶体合成而成的材料,具有极高的硬度和耐磨性。CBN刀具之所以被称为CBN刀具,是因为其刀具切削刃采用了立方氮化硼材料。立方氮化硼是一种由硼和氮原子组成的晶体结构,具有类似金刚石的硬度和耐磨性,但在高温下更加稳定。CBN刀具具有以下特点:高硬度:CBN刀具的硬度比传统的硬质合金刀具高几倍,能够在高速切削中保持刀具的尖锐度和耐磨性。耐磨性:CBN刀具的切削刃具有极高的耐磨性,能够在切削过程中长时间保持刀具的锋利度,减少刀具更换的频率。优异的导热性:CBN刀具具有良好的导热性能,能够迅速将切削过程中产生的热量散发出去,减少刀具的热膨胀和变形。适用范围广:CBN刀具适用于加工硬质材料,如高速钢、工具钢、铸铁、热处理钢等,具有***的应用领域。总之,CBN刀具之所以被称为CBN刀具,是因为其刀具切削刃采用了立方氮化硼材料,具有高硬度、耐磨性和导热性等优点,适用于加工硬质材料。 深孔刀具厂家