- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 00
- 适用机床
- 车床,铣床,镗床,钻床,组合机床,加工中心,冲床,拉床
- 提供加工定制
- 是
- 样品或现货
- 现货
合金钻头一般是指硬质合金钻头,分整体式,焊接式,可转位刀片式和可换头式。硬质合金的主要成分是碳化钨,钴等,硬度比较高一般都在HRC90度以上,在批量加工以及难硬加工的场合比较适用。整体合金钻头现在市场上的合金钻头普遍为钨钢材质的整体钻头,虽然材质相同,但由于加工工艺的原因,各个品牌的产品质量相差悬殊。进口和国产的合金钻头也差别很大。进口的合金钻头一般采用VHM微晶粒硬合金(ISOK40),超细颗粒类型(0.6µm)在高性能钻头和普通铣床的应用中,将硬度和韧性理想地结合在一起。合金钻头表面会采取涂层处理,如氮化铝铬(AlCrN)涂层,该涂层为单层涂层,厚度4μm,微硬度达3200HV,0.35的摩擦系数,热稳定性达1100摄氏度。涂层后钻头颜色呈蓝灰色。涂层后合金钻头能加工低合金钢、**度钢。高硬钢能达54HRC。致力于为客户提供稳定品质成型刀具。山东深孔刀具

热装刀柄利用刀柄与刀具的热膨胀系数之差,来强力夹紧并有效操控刀具跳动,与弹簧夹头以及液胀刀柄相比,热缩刀柄动平衡和刚性都较好,标准化的操作运用成本低,在如今的高速加工中运用***。热装机是配合其运用的工具,但是很多人对它了解不多。刀柄热缩机有人也叫刀柄热胀仪,首要与热缩刀柄一同运用,经过加热刀柄增大刀柄孔径装入刀具,当刀柄冷却后,刀具就被夹持的原理,实现快速更换装刀。热缩机针对不同类型的热缩刀柄预设了对应的热缩参数。对刀柄进行加热时分,直接经过按键选择即可,无需自己输入。对一起能够选用新式的风冷设备和FKS04S水冷设备,加热后的刀柄进行冷却,满意不同的刀柄冷却需求。所以热缩机能够持续的进行能量输出,防止因为能量输入不受操控、过快地施加过多能量,导致刀架退火。也防止了不受操控的能量输入形成刀柄过热,刀柄的结构发生变化,导致刀柄后续加热过程将花费更长的时刻,乃至形成刀柄损坏,无法持续运用的情况。一起因为热缩机能够设置固定的参数,所以细长的刀柄也能够在安全的情况下毫无问题地收缩,不会忧虑过热。机加工刀具定制非标刀具大部分都是根据客户提供的图纸,或者样品等规格定制的,使非标刀具能达到适合自身机械的硬度。

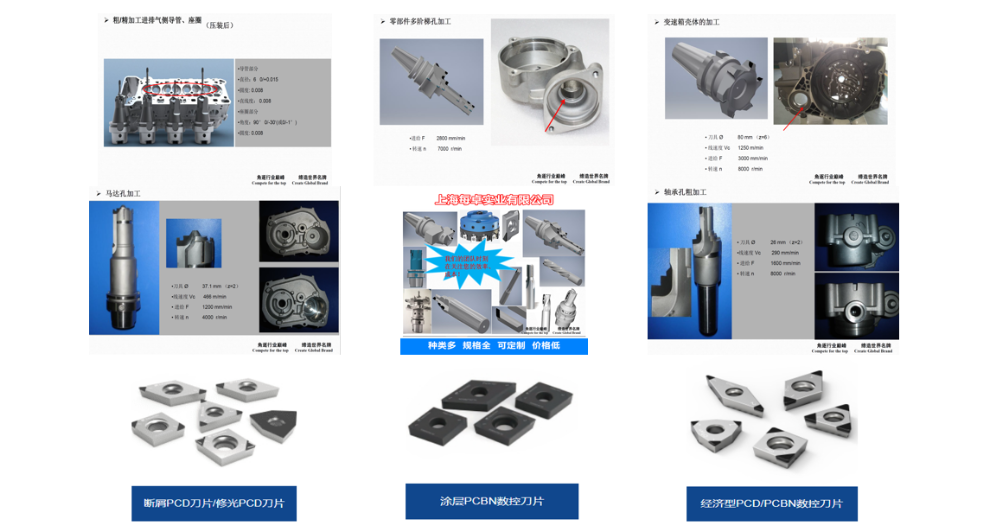
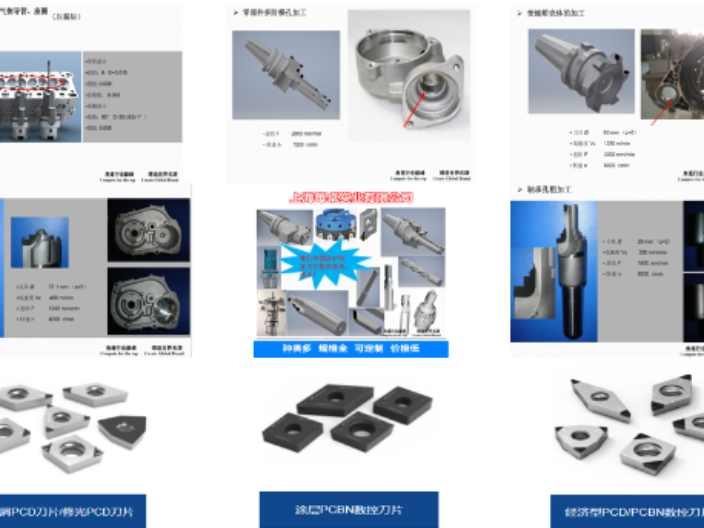
FMP-BE可转位面铣刀非标定制,主要用于结构复杂且对刀具直径 长度或者刚性有特殊要求的场合。可以灵活完成型腔 方肩及端面加工要求。定制FMP-BE可位面铣刀的特点主要有:1.铝合金和钢双金属设计,重量轻强度高,寿命一般是常规铝合金刀盘的数倍2.预定位面可使刀片快速定位,定位精度可达0.02mm,满足没有预调设备的客户使用。3.调节结构简洁易用,可用在0.1mm范围内进行微调,整盘刀片可轻松调节到0.002mm以内精度。4.刀片安装简单,可装不同主偏角刀片。5.刀片采用定位面和后刀面分离设计,定位基准单一 长效。6.刀片双头化设计,可重复修磨,经济实用。7.刀片多种刃口形式和主偏角设计,不同刀片组合可以满足端面铣削 方肩铣削的各种工况需求。
有时候,只有定制刀具才能把产品质量和生产效率均提升到极至。在一些特殊工况下,比如,断续切削、精密的外形、不同的材料以及薄壁工件,这些都要求使用的切削材质、特殊槽型以及匹配的加工策略和工序。这时候需要组合刀具来改善加工质量,减少刀具的更换,缩短加工时间,从而提高效率和加工的经济性。另外,在机床腾出的刀具位置上可以放置其他备用刀具,充分利用有限的资源。非标定制刀具有诸多的好处,在这一领域中一切皆有可能。根据制造发展的需要,多功能复合刀具、高速高效的非标刀具即将成为主流。
人造立方氮化硼刀具PCBN刀具是人造立方氮化硼刀具,在高温的时候还能保持高硬度的特性,主要做加工铁件之用。立方氮化硼CBN(CubicBoronNitride)是20世纪50年代首先由美国通用电气(GE)公司利用人工方法在高温高压条件下合成的,其硬度*次于金刚石而远远高于其它材料,因此它与金刚石统称为超硬材料。CBN具有较高的硬度、化学惰性及高温下的热稳定性,因此作为磨料CBN砂轮***用于磨削加工中。由于CBN具有优于其它刀具材料的特性,因此人们一开始就试图将其应用于切削加工,但单晶CBN的颗粒较小,很难制成刀具,且CBN烧结性很差,难于制成较大的CBN烧结体,直到20世纪70年代,前苏联、中国、美国、英国等国家才相继研制成功作为切削刀具的CBN烧结体——聚晶立方氮化硼PCBN(PolycrystallineCubicBoronNitride)。从此,PCBN以它优越的切削性能应用于切削加工的各个领域,尤其在高硬度材料、难加工材料的切削加工中更是独树一帜。经过30多年的开发应用,已出现了用以加工不同材料的PCBN刀具材质。致力于为客户提供稳定品质的数控刀具。广东数控刀具
粗加工合金铸铁时,刀具必须经受铸造工艺遗留下来的表面裂纹、残砂和其它原有表面不连续所引起的断续切削。山东深孔刀具
PCD铰刀,在孔加工领域有着举足轻重的地位,因其确保孔的终加工精度要求,在孔加工领域,PCD铰刀都是需要加工精度比较高的孔,在零件加工中,也是容易出现加工不良问题,PCD铰刀在汽车配件领域,应用及其,因其寿命,和加工的后的光洁度较高,在汽车配件加工中,也是常见的刀具,一般加工定位孔,或者精度比较高的装配孔。PCD成型铰刀PCD成型刀,包含PCD成型铣刀,PCD成型铰刀,以及PCD成型钻头,孔的成型加工,越来越被机械加工领域的工程师们接受,因其缩短了加工节拍,又节约了刀具成本,同时PCD成型刀又能提高加工效率,在有色金属加工领域,尤其是变速箱,发动机等零件加工中,逐渐得到推广,PCD成型刀,也被称为孔加工刀具高度复合刀具,尤其在加工铝合金多阶梯孔,PCD成型钻绞刀,可以省去粗加工刀具,直接一刀成型,为客户节省了更多的加工时间。山东深孔刀具