- 品牌
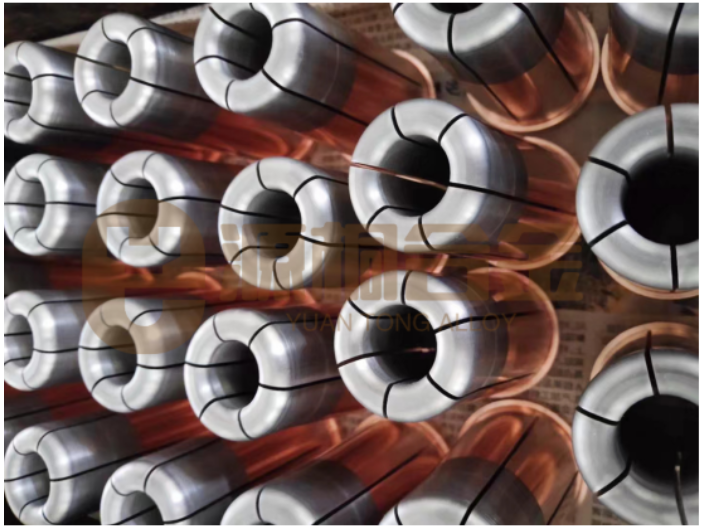
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻点焊机的电极材料大致分为:特殊处理的铬锆铜、锆铜合金、铍钴铜、加强型铍钴铜和铍铜。下面小编详细介绍一下:特殊处理的铬锆铜:硬度要高,导电率要低,用于点焊以及缝焊冷轧,热轧钢,不锈钢,低导电率的黄铜,青铜。也可以用作闪光焊的模座以及镀锌和其他镀层的材料。锆铜合金:用于铝合金, 镁合金, 黄铜,青铜 ,有镀层金属的点焊以及缝焊电极。铍钴铜,加强型铍钴铜:用于硬度较高的不锈钢,镍铬合金,蒙乃尔金属材料。可作为点焊,缝焊,凸焊的电极以及固定基座。同时可作为缝焊导电轴,以及承载电流的配件。铍铜:用于极高压力的闪光焊,点焊以及缝焊,耐磨损但是不耐高温。电阻焊电极的大小形状。湖北定做电阻焊电极形状

电阻焊电极头检验方法——07无损检验新技术:电阻焊是一种机械化、自动化程度颇高的高效先进焊接方法,焊接接头质量的在线自动检测技术始终是其发展方向和研究热点。(1)点焊接头的射线实时成像法自动检测:在航空航天产品上,很多结构采用铝合金点焊,对焊点的质量要求很高。由于点焊焊点内部组织的特点,通过射线照相可以在底片上发现焊点内部的缺陷;但是其检测效率很低且周期长。若采用实时成像的方法可以较好地解决这一问题。(2)点焊接头的自动超声检测:电阻焊焊点质量的C扫描检测系统的结构。系统采用直径12mm、水中焦距26.4mm、焦柱直径0.34mm、频率为10MHz的超声波聚集探头,进行二维扫查。其原理是基于超声波的会聚效应和由于多次反射造成的反射波衰减,使紧密结合面的底波与交界面波分开。将超声波的发射、接收、分析、记录装置与计算机相结合,获得焊点的声扫描图像,可将焊点中的飞溅、气孔、缩松、裂纹等以图像的形式区分开来。北京定做电阻焊电极钨铜电阻焊电极的材料缺点。

电阻焊电极头检验方法——04射线检验:射线检验在压力容器制造业普遍采用,它能有效地发现焊接区的裂纹、夹杂、末焊透及缩孔等缺陷。在电阻焊接头中,亦可用来发现裂纹、缩孔及内部飞溅等。点焊及缝焊接头一般均用于薄板结构,除少数热敏感性强的合金钢和有色合金外,较少出现裂纹,其它缺陷对强度影响较少。而影响强度敏感的熔核大小一般用射线检验。应用实例1:某些铝合金在点焊过程中熔核的金属成分产生偏析,因而引起对射线能量吸收的差异,从底片上熔核边缘出现白环,这里吸收射线能力比重要部分强,以此测出熔核边缘而确定其直径,但须与压痕引起的射线吸收差异区分开。该法只用于少数几种铝合金和镁合金。应用实例2:焊前在板上涂一层与母材金属对射线吸收性能差异很大的金属粉或薄粉(称PKC),在焊接过程中熔核区的PKC层已蒸发或挤出,而后从射线底片上区别出无PKC层之区即为熔核。
电阻点焊是一种被广泛应用的连接技术,焊接过程是在一定压力下,大量电流流过电极之间的工件,因接触电阻和焦耳热在工件中形成熔池,熔池经冷却凝固工件即被连接起来,其焊接过程相当复杂,涉及电、热、机械和冶金现象的相互作用。焊接过程中电极头在持续承受焊接压力的作用下,要经历熔池的形成与冷却,强焊接工艺条件下熔池还易发生飞溅,均会对电极头端面尺寸、形状及表面质量造成影响,使电极头端面加速磨损的同时其端面尺寸及形状也不再满足标准要求,影响后面焊接质量,因此要依据焊接材料及焊接工艺制定合理的电极头修磨制度。电阻焊电极的研发厂商有哪些?

电阻焊电极是当电流通过导体时,由于电阻而产生的热量。当电流恒定时,电阻越大,产生的热量就越多。当两块金属接触时,接触处的电阻远远超过金属内部的电阻。因此,如果有大量电流通过触头,其附近的金属会迅速燃烧到红热,获得很高的塑性。此时,如果施加压力,两块金属将连接成一个。 一、电阻焊焊接参数。1. 电阻焊材料的形状和尺寸;2. 电阻焊材料的表面电镀材料和厚度;3. 电阻焊电极的材料和形状;4. 选用理想的焊接电源和焊头。电阻焊电极电阻焊电极设备运用电流流过工件接触面及相邻区域产生的电阻热效应将其加热到熔化或塑性状态。湖北定做电阻焊电极规格
电阻焊电极的原理:电阻焊是以电阻热为能源的一类焊接方法。湖北定做电阻焊电极形状
电阻焊电极用铜合金的发展第 2 阶段, 从 20 世纪 80 年代初至20 世纪 90 年代初是热处理强化合金。通过热处理和冷变形联合加工, 利用添加少量析出强化合金元素进行合金化, 在不明显降低电导率的同时明显提高合金的强度和使用温度, 是国内外应用普遍的电极用铜合金。常用的典型材料有铬铜和铬锆铜 。第 3 阶段 ,从 20 世纪 90 年代开始 ,要求电极材料的 抗拉强度在 600 M Pa 以上, 同时具有高的电导率 。此类铜合金材料多为固溶时效强化型合金, 是强度高、中等电导率的电极材料 。这类材料的铸件通过适当的热处理, 可以有接近锻件的力学性能。常用材料有铍钴铜、镍铍铜。同时也发展了一些具有常用性能的铜合金 ,如合金硬度很高的铍铜要求高硬度及软化温度的钨铜 、铜和碳化钨等烧结材料[ 3] 。近年来世界各国开始采用弥散强化 、原位复合强化等特殊方法研制和开发性能更高的电极用铜合金。湖北定做电阻焊电极形状
源桐合金制品(深圳)有限公司是国内一家多年来专注从事电阻焊电极,镶嵌电极,镶钨电极,钨铜触头的老牌企业。公司位于航城街道九围社区九围第三工业区5号A1栋厂房3层,成立于2006-05-25。公司的产品营销网络遍布国内各大市场。公司主要经营电阻焊电极,镶嵌电极,镶钨电极,钨铜触头等产品,我们依托高素质的技术人员和销售队伍,本着诚信经营、理解客户需求为经营原则,公司通过良好的信誉和周到的售前、售后服务,赢得用户的信赖和支持。公司会针对不同客户的要求,不断研发和开发适合市场需求、客户需求的产品。公司产品应用领域广,实用性强,得到电阻焊电极,镶嵌电极,镶钨电极,钨铜触头客户支持和信赖。源桐合金制品(深圳)有限公司依托多年来完善的服务经验、良好的服务队伍、完善的服务网络和强大的合作伙伴,目前已经得到五金、工具行业内客户认可和支持,并赢得长期合作伙伴的信赖。

电阻焊电极在选择铜材料时,通常会考虑其导电性、高温强度、抗软化性能、耐磨性和耐腐蚀性等因素。以下是对不同铜材料的详细分析和建议:铬锆铜(CuCrZr):优点:铬锆铜具有优良的导电性、高温强度和抗软化性能,能够承受高温和高负荷,并且具有良好的耐磨性和耐腐蚀性。此外,铬锆铜电极的热膨胀系数较小,能够保证焊接质量和精度。应用:由于这些出色的性能,铬锆铜是电阻焊电极的常用材料,尤其适用于需要高精度和高质量焊接的场合。紫铜:优点:紫铜具有良好的导电性和热传导性,加工性能好,可以制成各种形状的电极,适用于电阻焊接薄板和小件。缺点:紫铜的耐热性较差,在高温下容易软化和变形,且容易氧化,这会影响电极的使用寿命...
- 电阻焊电极标准 2024-11-17
- 浙江制造电阻焊电极规格 2024-11-17
- 宝安区电阻焊电极工艺 2024-11-17
- 广州定制电阻焊电极批发价 2024-11-16
- 辽宁镀银电阻焊电极设计 2024-11-16
- 河南辅助电阻焊电极工厂直销 2024-11-16
- 浙江导电的电阻焊电极缺点 2024-11-16
- 湖北定做电阻焊电极生产 2024-11-16
- 浙江制造电阻焊电极工艺 2024-11-16
- 北京加工电阻焊电极直径 2024-11-15


- 中国台湾什么是电阻焊电极 2024-11-14
- 耐磨的电阻焊电极缺点 2024-11-14
- 北京加工电阻焊电极使用方法 2024-11-14
- 河南导电的电阻焊电极硬度 2024-11-14
- 湖北耐磨的电阻焊电极形状 2024-11-14
- 河南特色电阻焊电极批发价 2024-11-13




- 深圳点焊钨铜触头缺点 11-18
- 宝安区制造钨铜触头有哪些 11-18
- 浙江合金镶钨电极厂家 11-18
- 浙江合金镶钨电极工厂直销 11-18
- 宝安区导电的钨铜触头厂家 11-18
- 深圳镀银镶钨电极 11-18
- 无锡加工镶钨电极特点 11-17
- 辽宁镀银电阻焊电极直径 11-17
- 浙江辅助钨铜触头工厂直销 11-17
- 电阻焊电极标准 11-17