轮廓仪的性能
测量模式
移相干涉(PSI),白光垂直扫描干涉(VSI),单色光垂直扫描干涉(CSI)
样 品 台
150mm/200mm/300mm 样品台(可选配)
XY 平移:±25mm/150mm/200mm/300mm,倾斜:±5°
可选手动/电动样品台
CCD 相机像素
标配:1280×960
视场范围
560×750um(10×物镜)
具体视场范围取决于所配物镜及 CCD 相机
光学系统
同轴照明无限远干涉成像系统
光 源
高 效 LED
Z 方向聚焦 80mm 手动聚焦(可选电动聚焦)
Z 方向扫描范围 精密 PZT 扫描(可选择高精密机械扫描,拓展达 10mm )
纵向分辨率 <0.1nm
RMS 重复性* 0.005nm,1σ
台阶测量** 准确度 ≤0.75%;重复性 ≤0.1%,1σ
横向分辨率 ≥0.35um(100 倍物镜)
检测速度 ≤ 35um/sec , 与所选的 CCD 共焦显微镜通过压电驱动器和物镜的精确垂直位移来实现。轮廓仪当地价格

轮廓的角度处理:
角度处理:两直线夹角、直线与Y轴夹角、直线与X轴夹角点线处理:两直线交点、交点到直线距离、交点到交点距离、交点到圆心距离、交点到点距离圆处理:圆心距离、圆心到直线的距离、交点到圆心的距离、直线到切点的距离线处理:直线度、凸度、LG凸度、对数曲线 。
白光轮廓仪的典型应用:
对各种产品,不见和材料表面的平面度,粗糙度,波温度,面型轮廓,表面缺 陷,磨损情况,腐蚀情况,孔隙间隙,台阶高度,完全变形情况,加工情况等表面形貌特征进行测量和分析。
轮廓仪当地价格200到400个共焦图像通常在几秒内被捕获,之后软件从共焦图像的堆栈重建精确的三维高度图像。
NanoX-系列轮廓仪**性客户
• 集成电路相关产业
– 集成电路先进封装和材料:华天科技,通富微电子,江苏纳佩斯
半导体,华润安盛等
• MEMS相关产业
– 中科院苏州纳米所,中科电子46所,华东光电集成器件等
• 高 效太阳能电池相关产业
– 常州亿晶光电,中国台湾速位科技、山东衡力新能源等
• 微电子、FPD、PCB等产业
– 三星电机、京东方、深圳夏瑞科技等
具备 Global alignment & Unit alignment
自动聚焦范围 : ± 0.3mm
XY运动速度 **快
如果有什么问题,请联系我们。
比较椭圆偏振仪和光谱反射仪光谱椭圆偏振仪(SE)和光谱反射仪(SR)都是利用分析反射光确定电介质,半导体,和金属薄膜的厚度和折射率。两者的主要区别在于椭偏仪测量小角度从薄膜反射的光,而光谱反射仪测量从薄膜垂直反射的光。获取反射光谱指南入射光角度的不同造成两种技术在成本,复杂度,和测量能力上的不同。由于椭偏仪的光从一个角度入射,所以一定要分析反射光的偏振和强度,使得椭偏仪对超薄和复杂的薄膜堆有较强的测量能力。然而,偏振分析意味着需要昂贵的精密移动光学仪器。光谱反射仪测量的是垂直光,它忽略偏振效应(绝大多数薄膜都是旋转对称)。因为不涉及任何移动设备,光谱反射仪成为简单低成本的仪器。光谱反射仪可以很容易整合加入更强大透光率分析。从下面表格可以看出,光谱反射仪通常是薄膜厚度超过10um的优先,而椭偏仪侧重薄于10nm的膜厚。在10nm到10um厚度之间,两种技术都可用。而且具有快速,简便,成本低特点的光谱反射仪通常是更好的选择。光谱反射率光谱椭圆偏振仪厚度测量范围1nm-1mm(非金属)-50nm(金属)*-(非金属)-50nm(金属)测量折射率的厚度要求>20nm(非金属)5nm-50nm(金属)>5nm(非金属)>。轮廓仪可用于高精密材料表面缺 陷超精密表面缺 陷分析,核探测。
轮廓仪对所测样品的尺寸有何要求?
答:轮廓仪对载物台xy行程为140*110mm(可扩展),Z向测量范围比较大可达10mm,但由于白光干涉仪单次测量区域比较小(以10X镜头为例,在1mm左右),因而在测量大尺寸的样品时,全检的方式需要进行拼接测量,检测效率会比较低,建议寻找样品表 面的特征位置或抽取若干区域进行抽点检测,以单点或多点反映整个面的粗糙度参数;
4.测量的**小尺寸是否可以达到12mm,或者能够测到更小的尺寸?
如果需要了解更多,请访问官网。 摈弃传统检测方法耗时耗力,精确度低的缺点,**提高加工效率。进口轮廓仪供应商
NanoX-8000主设备尺寸:1290(W)x1390(D)x2190(H) mm。轮廓仪当地价格
轮廓仪产品应用
蓝宝石抛光工艺表面粗糙度分析(粗抛与精抛比较)
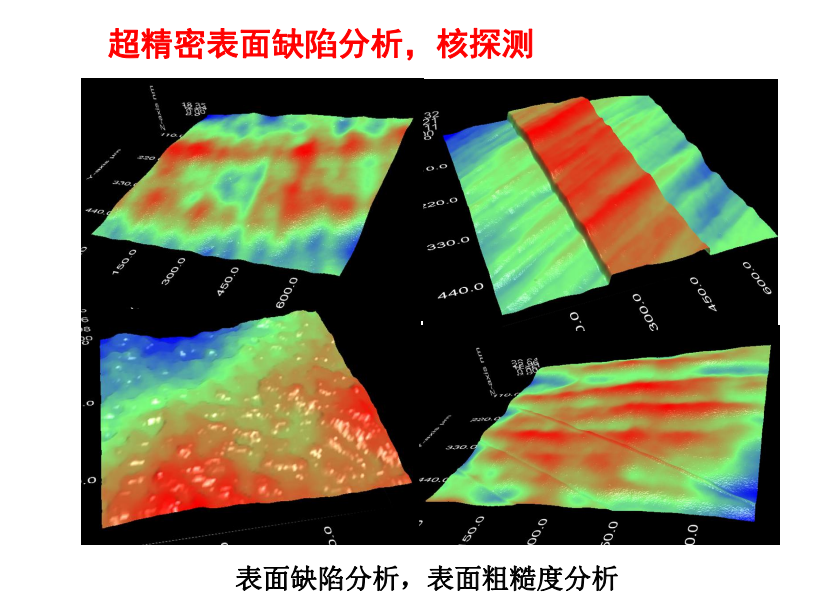
高精密材料表面缺 陷超精密表面缺 陷分析,核探测
Oled 特征结构测量,表面粗糙度
外延片表面缺 陷检测
硅片外延表面缺 陷检测
散热材料表面粗糙度分析(粗糙度控制)
生物、医药新技术,微流控器件
微结构均匀性 缺 陷,表面粗糙度
移相算法的优化和软件系统的开发 本作品采用重叠平均移相干涉算法,保证了亚纳米量级的测量精度;优化软件控制系统,使每次检测时间压缩到10秒钟以内,同时完善的数据评价系统为用户评价产品面形质量提供了方便。 轮廓仪当地价格


