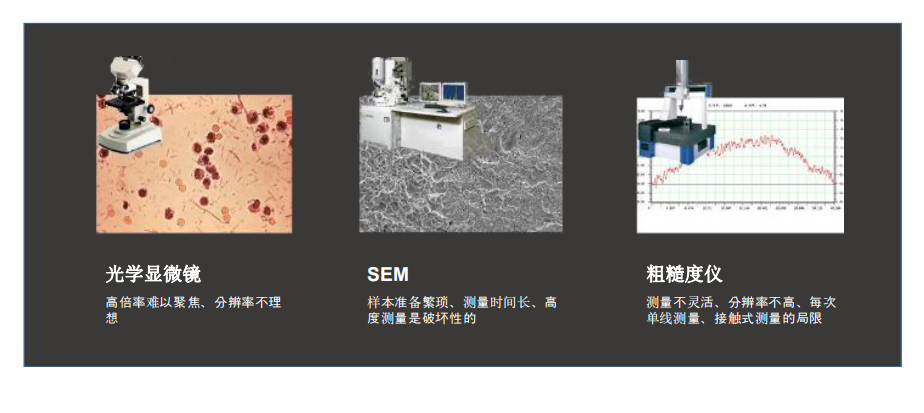
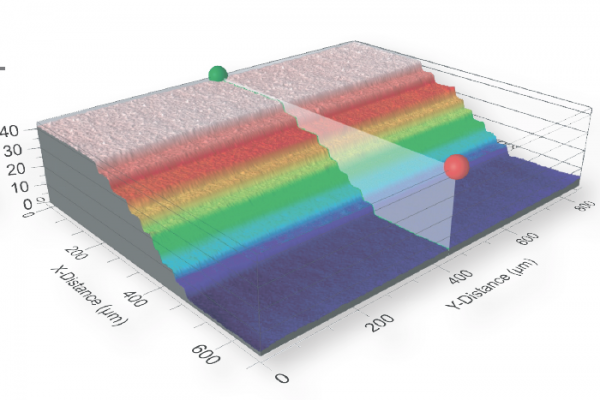
轮廓仪是用容易理解的机械技术测量薄膜厚度。它的工作原理是测量测量划过薄膜的检测笔的高度(见右图)。轮廓仪的主要优点是可以测量所有固体膜,包括不透明的厚金属膜。更昂贵的系统能测绘整个表面轮廓。(有关我们的低成本光学轮廓仪的資訊,请点击这里).获取反射光谱指南然而轮廓仪也有不足之处。首先,样本上必须有个小坎才能测量薄膜厚度,而小坎通常无法很标准(见图)。这样,标定误差加上机械漂移造成5%-10%的测量误差。与此相比,光谱反射仪使用非接触技术,不需要任何样本准备就可以测量厚度。只需一秒钟分析从薄膜反射的光就可确定薄膜厚度和折射率。光谱反射仪还可以测量多层薄膜。轮廓仪和光谱反射仪的主要优点列表于下。如需更多光谱反射仪信息请访问我们官网。表面三位微观形貌的此类昂方法非常丰富,通常可分为接触时和非接触时两种,其中以非接触式测量方法为主。氮化镓轮廓仪应用
轮廓的角度处理:
角度处理:两直线夹角、直线与Y轴夹角、直线与X轴夹角点线处理:两直线交点、交点到直线距离、交点到交点距离、交点到圆心距离、交点到点距离圆处理:圆心距离、圆心到直线的距离、交点到圆心的距离、直线到切点的距离线处理:直线度、凸度、LG凸度、对数曲线 。
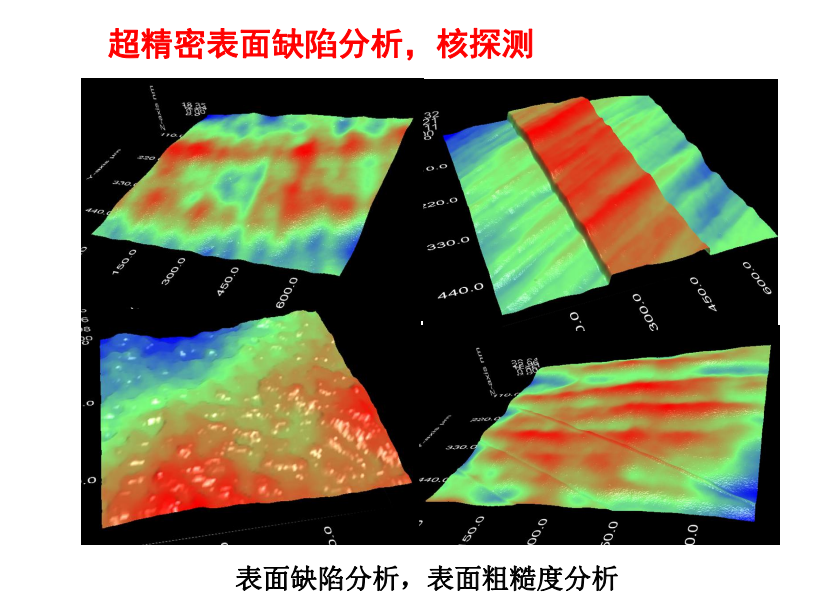
白光轮廓仪的典型应用:
对各种产品,不见和材料表面的平面度,粗糙度,波温度,面型轮廓,表面缺 陷,磨损情况,腐蚀情况,孔隙间隙,台阶高度,完全变形情况,加工情况等表面形貌特征进行测量和分析。
碳化硅轮廓仪保修期多久NanoX-8000的VSI/CSI:垂直分辨率 < 0.5nm ;准确度<1% ;重复性<0.1% (1σ,10um台阶高)。

轮廓仪的技术原理
被测表面(光)与参考面(光)之间的光程差(高度差)形成干涉
移相法(PSI) 高度和干涉相位
f = (2p/l ) 2 h
形貌高度: < 120nm
精度: < 1nm
RMS重复性: 0.01nm
垂直扫描法
(VSI+CSI)
精度: /1000 干涉信号~光程差位置
形貌高度: nm-mm,
精度: >2nm
干涉测量技术:快速灵活、超纳米精度、测量精度不受物镜倍率影响
以下来自网络:
轮廓仪,能描绘工件表面波度与粗糙度,并给出其数值的仪器,采用精密气浮导轨为直线基准。轮廓测试仪是对物体的轮廓、二维尺寸、二维位移进行测试与检验的仪器,作为精密测量仪器在汽车制造和铁路行业的应用十分广 泛。
表面三维轮廓仪对精密加工的作用:
一、从根源保障物件成品的准确性:
通过光学表面三维轮廓仪的扫描检测,得出物件的误差和超差参数,大 大提高物件在生产加工时的精确度。杜绝因上游的微小误差形成“蝴蝶效应”,造成下游生产加工的更大偏离,最终导致整个生产链更大的损失。
二、提高效率:
智能化检测,全自动测量,检测时只需将物件放置在载物台,然后在检定软件上选择相关参数,即可一键分析批量测量。摈弃传统检测方法耗时耗力,精确度低的缺点,大 大提高加工效率。
三、涵盖面广的2D、3D形貌参数分析:
表面三维轮廓仪可测量300余种2D、3D参数,无论加工的物件使用哪一种评定标准,都可以提供全 面的检测结果作为评定依据,可轻松获取被测物件精确的线粗糙度、面粗糙度、轮廓度等参数。
四、稳定性强,高重复性:
仪器运用高性能内部抗震设计,不受外部环境影响测量的准确性。超精密的Z向扫描模块和测量软件完美结合,保证高重复性,将测量误差降低到亚纳米级别。 三维表面轮廓仪是精密加工领域必不可少的检测设备,它既保障了生产加工的准确性,又提高了成品的出产效率。

轮廓仪、粗糙度仪、三坐标的区别:
关于轮廓仪和粗糙度仪
轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。
但是,轮廓仪和粗糙度仪关系其实挺密切,现在有一种仪器叫做粗糙度轮廓测量一体机,就是在轮廓仪上加装了粗糙度测量模块,这样既可以测量轮廓尺寸,又可以测量粗糙度,市场上典型产品就是中图仪器的SJ5701粗糙度轮廓仪。
在结构上,轮廓仪基本上都是台式的,而粗糙度仪以手持式的居多,当然也有台式的。 但是在共焦图像中,通过多针 孔盘的操作滤除模糊细节(未聚焦),只有来自聚焦平面的光到达CCD相机。重庆轮廓仪出厂价
几何特征(关键孔径尺寸,曲率半径,特征区域的面积和集体,特征图形的位置和数量等)。氮化镓轮廓仪应用
轮廓仪、粗糙度仪、三坐标的区别
关于轮廓仪和粗糙度仪
轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。
关于三坐标测量轮廓度及粗糙度
三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓 ,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要是用来测量一些小的精密零件轮廓尺寸的,加上粗糙度模块也可以测量粗糙度。 氮化镓轮廓仪应用